
Produkty farmaceutyczne wytwarzane metodą wytłaczania.Zainteresowanie technikami wytłaczania na gorąco (HME) w zastosowaniach farmaceutycznych gwałtownie rośnie. W ciągu ostatnich lat w farmaceutycznej literaturze naukowej opublikowano wiele artykułów dotyczących wytłaczania leków. Opis procesu wytłaczania farmaceutycznego.Wytłaczanie na gorąco (HME) jest jedną z najczęściej stosowanych technik przetwarzania w przemyśle tworzyw sztucznych. Wytłaczanie na gorąco to proces wytłaczania surowców za pomocą wytłaczarki jedno lub dwuślimakowej w podwyższonej temperaturze przez matrycę do produktu o jednolitym kształcie. Obecnie ponad połowa wszystkich produktów z tworzyw sztucznych, w tym plastikowych toreb, arkuszy i rur, jest wytwarzana w tym procesie. HME został po raz pierwszy wprowadzony do przemysłu tworzyw sztucznych w połowie XIX wieku w celu przygotowania polimerowych powłok izolacyjnych do przewodów. Obecnie zainteresowanie technikami HME do zastosowań farmaceutycznych szybko rośnie. Liczba patentów HME wydanych dla systemów farmaceutycznych stale rośnie. Badania wykazały, że procesy HME są realną metodą przygotowywania systemów dostarczania leków farmaceutycznych, w tym granulek, cylindrów i folii. Technika HME jest atrakcyjną alternatywą dla tradycyjnych metod przetwarzania. HME oferuje wiele zalet w porównaniu z innymi farmaceutycznymi technikami. Stopione polimery podczas procesu wytłaczania mogą funkcjonować jako spoiwa termiczne i działać jako magazyny leków lub opóźniacze uwalniania leków po schłodzeniu i zestaleniu. Rozpuszczalniki i woda nie są konieczne, zmniejszając w ten sposób liczbę etapów przetwarzania i eliminując czasochłonne etapy suszenia. Macierz może być może być poddana działaniu ciśnienia w celu uzyskania większej gęstości matrycy. Intensywne mieszanie i ścinanie narzucone przez obracające się ślimaki wytłaczarki powoduje rozbicie i rozprowadzenie agregatów zawieszonych cząstek w stopionym polimerze. Proces ten powoduje bardziej jednolitą dyspersję, jest ciągły i wydajny. HME został użyty do poprawy biodostępności substancji leczniczych, zwłaszcza tych o niskiej rozpuszczalności w wodzie poprzez tworzenie dyspersji molekularnych. HME wymaga polimeru klasy farmaceutycznej, który musi być przetwarzany w stosunkowo niskich temperaturach ze względu na wrażliwość termiczną wielu leków. Z tego względu wytłaczarki farmaceutyczne muszą być wyposażone w układy uplastyczniające, które zapewniają wysokiej klasy kontrolę i regulację temperatury. Wytłaczarki klasy farmaceutycznej ewoluowały i zostały przez inżynierów przystosowane do mieszania leków z nośnikami dla różnych stałych postaci dawkowania, a także do produkcji granulacji mokrych. Główne różnice między wytłaczarką do tworzyw sztucznych a wytłaczarką klasy farmaceutycznej to części kontaktowe, które muszą spełniać wymagania prawne. Zazwyczaj metalurgia części kontaktowych nie może być reaktywna, addytywna lub absorpcyjna z produktem. Ponadto sprzęt jest skonfigurowany do czyszczenia i walidacji wymaganej w środowisku farmaceutycznym. Wykorzystując laboratoryjne wytłaczarki farmaceutyczne możesz wyprzedzić konkurencje o krok dzięki opracowywaniu nowych produktów farmaceutycznych. Wytłaczarki Laboratoryjne do wytłaczania nowych produktów farmaceutycznych.
Skalowalność od laboratoriom do produkcji farmaceutycznej.Wytłaczarki Laboratoryjne są cennym narzędziem badawczym i rozwojowym do wykonywania badań, które ostatecznie mają zostać zwiększone do produkcji. Oprócz zapobiegania wykorzystywaniu cennych zasobów produkcyjnych, można uzyskać znaczne oszczędności kosztów materiałowych, wykonując małe partie produktu. Kluczem do zastosowania skali działania jest elastyczność wytłaczarki laboratoryjnej. Wszechstronna wytłaczarka laboratoryjna umożliwia testowanie i modyfikowanie procesów w celu uzyskania najlepszych wyników przed skalowaniem. Innym czynnikiem udanego skalowania jest zapewnienie, że materiał ma dokładnie takie samo doświadczenie w sprzęcie produkcyjnym, jak w laboratoryjnych liniach do wytłaczania. Wytłaczarki Laboratoryjne są w pełni konfigurowalne i mogą być wyposażone w specjalistyczne oprzyrządowanie do kontroli procesu, aby stale mierzyć i rejestrować parametry w celu dokładnego odwzorowania procesu. Parametry techniczne tych wytłaczarek są wysokie. Kompaktowe i wszechstronne, a jednocześnie stabilne i precyzyjne, wytłaczarki laboratoryjne okazują się bardzo opłacalną inwestycją w urządzenia przeznaczone do badań. Farmaceutyczne wytłaczarki dwuślimakowe.Wytłaczanie jest terminem obejmującym rodzinę procesów, które obejmują ruch materiału przez ograniczoną przestrzeń, najczęściej wzdłuż zestawu cylinder oraz umieszczony w tym cylindrze ślimak lub dwa ślimaki które zapewniają tak zwane wytłaczanie śrubowe. Istnieją dwa główne rodzaje wytłaczania: za pomocą jednego ślimaka (SSE) oraz za pomocą dwóch ślimaków (TSE). Jak sugerują nazwy, SSE polega na przemieszczaniu materiału jedną śrubą, podczas gdy TSE, które jest częściej stosowane, obejmuje ruch materiału, który jest transportowany, mieszany, ugniatany i modyfikowany przez dwie śruby. Jak wskazano wytłaczarki dwuślimakowe wykorzystują dwa ustawione obok siebie i przenikające się ślimaki. Zastosowanie w wytłaczarce farmaceutycznej dwóch ślimaków o budowie segmentowej pozwala na uzyskanie wielu różnych konfiguracji i nakłada różne warunki działania na strefy wytłaczarki. W wytłaczarce dwuślimakowej ślimaki mogą obracać się w tym samym kierunku (wytłaczarka współbieżna) lub w przeciwnych kierunkach (wytłaczarka przeciwbieżna).
Rys.1 Laboratoryjne wytłaczarki dwuślimakowe 2x 12mm. Wytłaczarki dwuślimakowe współbieżne są najważniejszym typem wytłaczarek farmaceutycznych. Mogą pracować z dużymi prędkościami obrotowymi i osiągać wysokie wyniki, zachowując jednocześnie dobrą charakterystykę mieszania i przenoszenia. Wytłaczarka działa na zasadzie pierwszego wejścia pierwszego wyjścia, ponieważ materiał nie obraca się wraz ze ślimakami wytłaczarki. Z drugiej strony, niezazębające się wytłaczarki są często używane do przetwarzania, gdy duże ilości substancji lotnych muszą zostać usunięte i podczas przetwarzania materiałów o wysokiej lepkości. Niezaplatające się wytłaczarki umożliwiają odprowadzanie dużych objętości lotnych składników poprzez otwory wentylacyjne zwykle umieszczone w górnej części cylindra. Należy w tym miejscu wspomnieć o istnieniu wielu rozwiązań technicznych poprawiających wydajność usuwania lotnych składników z cylindra wytłaczarki. Wytłaczarki dwuślimakowe mają wiele zalet w porównaniu z wytłaczarkami jednoślimakowymi, takie jak łatwiejsze podawanie materiału, wysoka wydajność ugniatania i dyspergowania, mniejszą tendencję do przegrzewania materiału. Obie techniki wytłaczania przetwarzają materiały poprzez mieszanie, ogrzewanie, a także poprzez zastosowanie energii mechanicznej. Głównymi siłami obecnymi w procesie wytłaczania są ciśnienie, ugniatanie i ścinanie. Jednak metodologia każdej techniki różni się znacznie, a także zastosowania, do których są one stosowane. Na przykład SSE jest zwykle używany do przeprowadzania topnienia na gorąco i wytworzenia ciśnienia. Wytłaczanie TSE, gdzie nacisk kładziony jest na topienie materiału w celu dokładnego wymieszania, ugniatania i przetworzenia. Proces można dostosować za pomocą zmian konfiguracji ślimaków, aby proces był bardziej wydajny. Laboratoryjna wytłaczarka jednoślimakowa zazwyczaj ma średnicę od 12 do 32 mm. TSE wykorzystuje dwa splatające się ślimaki które zapewniają ruch materiału wzdłuż cylindra. Konfiguracja dwóch ślimaków wytłaczarki jest na ogół bardziej skomplikowana i zazwyczaj składa się z szeregu naprzemiennych segmentów transportowych i ugniatających. Główną zaletą stosowania ślimaków segmentowych jest to, że konfigurację można dostosować do każdego procesu. Segmenty zapewniające przenoszenie materiału mają na ogół dość dużą głębokość kanału, tj. odległość promieniową między końcówką lotu a rdzeniem. Ponadto segmenty ugniatania mogą być ustawione pod kątem 30o, 60o i 90o względem siebie, przy czym ten ostatni kąt zapewnia największe ugniatanie i ścinanie, co w rezultacie prowadzi do zmian we właściwościach materiału. Ślimaki wytłaczarki dwuślimakowej są zwykle zaprojektowane tak, aby zapewnić różne rodzaje warunków mieszania i przenoszenia w różnych strefach układu uplastyczniającego wytłaczarki. Podczas prowadzenia badań rozwojowych produktu modułowe ślimaki wytłaczarki z wieloma elementami zamocowane na wspólnym wale umożliwiają dostosowanie i optymalizację projektu ślimaków wytłaczarki dla każdego produktu. Sekcje ślimaka można zaprojektować do wykonywania funkcji zmniejszania wielkości cząstek, mieszania i przenoszenia. Długość ślimaka w stosunku do średnicy cylindra (stosunek L/D) dobiera się tak, aby zoptymalizować stopień mieszania i liczbę stref wymaganych do uzyskania końcowych cech produktu. Obrót ślimaków wytłaczarki powoduje mieszanie rozdzielcze i dyspersyjne. Mieszanie rozdzielcze maksymalizuje podział i rekombinację materiałów, jednocześnie minimalizując wkład energii poprzez mieszanie z niskimi efektami rozciągania i ścinania planarnego. Równomiernie mieszanie materiału, nie zmniejsza znacząco wielkości cząstek rozproszonego materiału i zapewnia minimalną degradację termiczną i ścinanie wrażliwych materiałów. Mieszanie dyspersyjne stosuje rozciągające i planarne pola ścinające, aby rozbić rozproszone materiały na mniejsze rozmiary, najlepiej wykorzystując energię na poziomie progowym lub nieco powyżej poziomu potrzebnego do ich rozbicia. Elementy budowy wytłaczarki farmaceutycznej:
Wyposażenie dodatkowe:
Wytłaczarka farmaceutyczna powinna zapewniać pomiar i monitorowanie co najmniej następujących parametrów w procesie wytłaczania za pomocą standardowego oprzyrządowania:
Monitorując te parametry, można skutecznie prowadzić badania nad procesem wytłaczania. Musi być spełniony warunek, że dokonywane pomiary są wiarygodne a działanie regulatorów jest pewne i powtarzalne. W ten sposób proces badawczy może być utrzymywany i optymalizowany oraz może charakteryzować się ważnymi aspektami. Parametry systemu wytłaczania, takie jak energia właściwa, mogą być określone przez te parametry. Wspomniane wyżej oprzyrządowanie wytłaczarki pozwala operatorowi sterować wytłaczarką w optymalny sposób. Niektóre krytyczne atrybuty jakości mogą być łączone za pomocą parametrów systemu wytłaczania z wartościami monitorowanymi za pomocą oprzyrządowania wytłaczarki. Ważne jest, aby zmiany parametrów pracy wytłaczarki były wiarygodne. Wytłaczarki laboratoryjne mają modułową konstrukcję, aby ułatwić różne konfiguracje. Konfiguracja ma znaczący wpływ na proces wytłaczania i może być zaprojektowana tak, aby osiągnąć wysokie lub niskie ścinanie. Di jest średnicą wewnętrzną ślimaka wytłaczarki, a Do zewnętrzną średnicą ślimaka wytłaczarki. Stosunek Do/D jest bardzo ważny i wskazuje dostępną wolną objętość ślimaków wytłaczarki. Długość cylindra wytłaczarki, jest podawana jako wielokrotność zewnętrznej średnicy [Do]. Oznacza to, że wytłaczarka o długości funkcjonalnej 40 L/D ma długość równą 40-krotności średnicy zewnętrznej ślimaków wytłaczarki. Do celów skalowania ważne jest, aby zachować stałą długość funkcjonalną i stosunek Do/D. Konfiguracja ślimaków może być zróżnicowana w zależności od liczby i rozmieszczenia elementów transportowych i ugniatających oraz mieszających. Zalety wytłaczania farmaceutycznego na gorąco [HME].W przemyśle farmaceutycznym wytłaczanie topliwe jest wykorzystywane do różnych celów, takich jak:
Po opracowaniu formuły, wytłaczanie na gorąco jest niezawodnym i solidnym procesem oferującym korzyści w zakresie efektywności kosztowej. W porównaniu z innymi procesami produkcji roztworów stałych proces wytłaczania jest znacznie mniej złożony. Wytwarzanie takich postaci dawkowania wymaga tylko kilku kroków i pozwala uniknąć stosowania rozpuszczalników organicznych. Wytłaczanie na gorąco ma również zalety w porównaniu z metodami formowania stałego roztworu/dyspersji metodami rozpuszczalnikowymi:
Spojrzenie w przyszłość wytłaczania farmaceutycznego.Docenia się wartość „przetwarzania ciągłego” w przemyśle farmaceutycznym. Wytłaczanie na gorąco (HME) jest procesem produkcyjnym, który ma znaczny potencjał jako ciągły proces farmaceutyczny. Nowe jednostki chemiczne, które wykazują słabą biodostępność z powodu problemów z rozpuszczalnością, są głównymi kandydatami do wytłaczania na gorąco. Technologię tę można zastosować do zdyspergowania takich leków w danej matrycy na poziomie molekularnym poprzez tworzenie roztworu stałego. W połączeniu z zastosowaniem zdyspergowanych, amorficznych i molekularnie rozpuszczonych układów, można zastosować szereg innych technik formulacji przy użyciu podejścia wytłaczania ze stopu. Wykazano również, że HME zapewnia wiele różnych korzyści w produkcji cienkich folii zarówno do podawania leków, jak i do opatrywania ran. Technologie wytłaczania na gorąco mogą oferować liczne korzyści w porównaniu z tradycyjnymi metodami. Krótsze i bardziej wydajne czasy dojścia do produktu końcowego. Korzyści środowiskowe wynikające z eliminacji rozpuszczalników w przetwórstwie (w tym możliwość recyklingu). Zwiększona wydajność dostarczania leków pacjentowi sprawiają, że wytłaczanie na gorąco może być ekscytującym wyzwaniem dla naukowców z branży farmaceutycznej. Można przygotować szeroki zakres postaci dawkowania i aplikacji od doustnych do miejscowych. Stałe dyspersje lub stałe rozpuszczenia leku osadzonego w matrycach nośnikowych mogą pozwolić na stosowanie trwałego uwalniania i poprawę szybkości rozpuszczania. Dostępny jest szeroki wybór funkcjonalnych substancji pomocniczych. Utrudnieniem jest możliwa degradacja leku i matrycy, która może wynikać z wysokich temperatur procesu i sił ścinających. Wyzwania te można jednak przezwyciężyć poprzez formułowanie i projektowanie sprzętu i podejście inżynierskie. Wybór nośników o niskiej temperaturze topnienia lub zastosowanie kompatybilnych plastyfikatorów może obniżyć temperaturę procesu. Wytłaczarka i konstrukcja ślimaków mogą również zmniejszyć siły ścinające i czas osiadania. HME umożliwia mieszanie API z polimerem przy minimalnych nieprężeniach ścinających i termicznych, a tym samym ograniczenie degradacji API związanych z procesem. Przeciwutleniacze są często zawarte w preparacie, a krótki czas przebywania w układzie uplastyczniającym (zwykle rzędu minut) również pomaga zminimalizować degradację termiczną, zwłaszcza w porównaniu z mieszaniem wsadowym i innymi procesami kompandowania. Zainteresowanie wytłaczaniem na gorąco jako procesem farmaceutycznym kontynuuje wzrost. Podsumowując, wytłaczanie jest techniką, która ma ogromny potencjał do wykorzystania w syntezie organicznej. Wytłaczanie zapewnia sposób na uzyskanie mieszania odczynników, pozwala również na precyzyjne dostrojenie zakresu mieszania poprzez modyfikację konfiguracji wytłaczarki farmaceutycznej. Sama wytłaczarka może zapewnić grzanie do temperatury kilkuset stopni i w razie potrzeby można dodać niewielkie ilości rozpuszczalnika w celu przyspieszenia reakcji. Wytłaczarki mogą być wyposażone w wydajne systemy chłodzenia. Dlatego można stwierdzić, że wytłaczarka zapewnia większość, jeśli nie wszystkie parametry, które może zapewnić konwencjonalna synteza na bazie rozpuszczalników. W rzeczywistości, w odniesieniu do obecnego dążenia do bardziej zrównoważonego środowiska, wytłaczarka jest korzystna, ponieważ ilość wymaganego rozpuszczalnika jest zmniejszona lub wyeliminowana. Co więcej, zazwyczaj czasy reakcji są znacznie skrócone. HME zapewnia twórcom produktów medycznych, tworzenie rozpuszczalnych postaci dawek doustnych i urządzeń uwalniających leki z opcją przetwarzania, która maksymalizuje mieszanie API z polimerem. Jednocześnie minimalizując degradację API, a nawet otwiera drzwi do produktów, których nie można przygotować innymi sposobami. Profesjonalne wytłaczarki dwuślimakowe farmaceutyczne, na których można polegać.Wytłaczarki farmaceutyczne muszą być tak zaprojektowane i zbudowane aby zmiany zadanych parametrów były być wiarygodne, powtarzalne i szybkie. Wszystkie dane pomiarowe muszą być dokładne i wiarygodne. Pierwszym kluczowym czynnikiem decydującym, o jakości i wiarygodności badań nad procesem wytłaczania jest kontrola i wiarygodny pomiar temperatury w każdej ze stref wytłaczarki. Zapewnienie wiarygodnego pomiaru oraz zapewnienie stabilnej i zgodnej z wartościami zadanymi temperatury stopu wewnątrz cylindra wytłaczarki nie jest zadaniem łatwym i tanim do realizacji. Musza być spełnione łącznie następujące wymagania: Cylinder wytłaczarki badawczej jest dzielony wzdłuż osi podłużnej, często posiada wiele portów dla dozowników bocznych oraz porty w górnej części cylindra np. do dozowania płynów lub gazów. Grzałki powinny być rozmieszczone w taki sposób, aby ciepło było rozprowadzane równomiernie w każdej strefie grzewczo chłodzącej. Czujniki mierzące temperaturę powinny być rozmieszczone w taki sposób, aby zapewniać wiarygodny pomiar i ograniczać zakłócenia termiczne pochodzące od grzałek pracujących w wyższej temperaturze niż układ uplastyczniający. Z tego powodu w bloku stali, z której jest zbudowany cylinder wytłaczarki pomiędzy grzałkami a wnętrzem cylindra występuje tzw. gradient temperatury. Dlatego kluczowe dla prawidłowego pomiaru i regulacji temperatury stopu jest takie rozmieszczenie czujników temperatury, które zapewni dokładny i niezakłócony pomiar temperatury. Równie ważne jest zastosowanie dokładnych przetworników analogowo cyfrowych oraz odpowiedniego oprogramowania. Aby uniknąć niekontrolowanych wzrostów temperatury każda strefa cylindra powinna być wyposażona w wydajny i szybki układ chłodzenia, który współpracuje z układem grzania. Całością powt sterowana poprzez precyzyjny wielostrefowy regulator temperatury. Układ sterowania posiada możliwość kalibracji i kształtowania charakterystyki ogrzewania i chłodzenia układu uplastyczniającego przez badacza. Drugim ważnym czynnikiem są parametry techniczne oraz możliwości dostosowania urządzenia do badań nad różnorodnymi materiałami. Podstawowe parametry techniczne wytłaczarek laboratoryjnych to: Maksymalny moment obrotowy na ślimak, maksymalne obroty, moc silnika napędowego oraz maksymalna temperatura pracy. Parametry techniczne wytłaczarek dwuślimakowych umożliwiają pracę praktycznie ze wszystkimi dostępnymi materiałami pod warunkiem, że materiał, z którego jest wykonany ślimak i cylinder na to pozwoli. Cylindry z wymiennymi wkładkami stanowiącymi powierzchnię roboczą cylindra. W praktyce oznacza to, że możemy w ciągu krótkiego czasu przystosować wytłaczarkę do pracy z innymi materiałami, ponadto wymienne wkładki pozwalają na szybką i relatywnie tanią regeneracje układu uplastyczniającego. Wkładki w zasadzie mogą być wykonane z dowolnego materiału i w technologii, która się nadaje do tego celu. Komplet ślimaków jest łatwy do wymiany na inny. Można prowadzić badania nad praktycznie wszystkimi materiałami obejmującymi przemysł medyczny, farmaceutyczny i spożywczy. Wytłaczarki z przekładnią Vertex CC zastępuje dwie wytłaczarki, rozszerzając możliwości prowadzenia badań. Wytłaczarki mogą być wyposażone w przekładnie rozdzielającą moment obrotowy, które mogą pracować, jako współbieżne oraz przeciwbieżne, zmiana kierunku wirowania jest dokonywana automatyczne z pulpitu operatora. Ta cecha powoduje, że możemy badać materiały w pełnym zakresie. Wytłaczarki badawcze mogą być wyposażone w precyzyjny tensometryczny pomiar siły działającej na ślimaki wzdłuż, mechanizm ten dodatkowo rozszerza możliwości prowadzenia badań.
Rys. 2 Laboratoryjne wytłaczarki mogące pracować jako współbiżne i przeciwbieżne 2x12mm oraz stożkowa 5-20ml.
Rys. 3 Laboratoryjne wytłaczarki mogące pracować jako współbiżne i przeciwbieżne 2x24mm. Wytłaczarki farmaceutyczne dwuślimakowe oferują elastyczne konfiguracje od małych partii do produkcji w skali pilotażowej lub produkcji małoseryjnej i doskonale nadają się do badań i rozwoju w sektorach polimerów, farmacji, biologii i nanotechnologii. Producenci farmaceutyków potrzebują precyzyjnych i wiarygodnych wytłaczarek dwuślimakowych, na których można polegać, aby tworzyć nowe mieszanki materiałów. Instrumenty spełniają szeroki zakres wymagań procesowych nawet w przypadku najtrudniejszych preparatów. Materiały farmaceutyczne można wytłaczać pod postacią filamentu farmaceutycznego a następnie za pomocą granulatora ciąć na paletki. Granulki uzyskane z filamentu mogą mieć w zasadzie dowolną średnicę i długość. Niewątpliwe wytłaczanie na gorąco w badaniach farmaceutycznych ma przed sobą dobrą przyszłość. Możliwości tej nowatorskiej technologii można rozszerzyć poprzez zastosowanie wytłaczania za pomocą wielu wytłaczarek i jednej wielokomponentowej głowicy uzyskując wielowarstwowe postacie leków.Współwytłaczanie na gorąco: wymagania, wyzwania i możliwości zastosowań farmaceutycznychWspółwytłaczanie oznacza jednoczesne wytłaczanie na gorąco dwóch lub więcej materiałów przez tę samą matrycę, tworząc wielowarstwowy ekstrudat. Jest to innowacyjna technologia ciągłej produkcji, która oferuje wiele zalet w porównaniu z tradycyjnymi technikami przetwarzania farmaceutycznego. Współwytłaczanie zapewnia ogromny potencjał ciągłej produkcji produktów kombinowanych o ustalonych dawkach, które zyskują na znaczeniu w przemyśle farmaceutycznym. Technika ta pozwala na połączenie pożądanych właściwości wielu materiałów w jedną strukturę o ulepszonych parametrach użytkowych. Ze względu na zalety współwytłaczania na gorąco w porównaniu z konwencjonalnymi technikami wytwarzania stałych postaci leku, przemysł farmaceutyczny zainteresował się tą innowacyjną technologią. Oprócz ciągłości procesu, jego głównymi zaletami jest mniejsza liczba etapów przetwarzania, brak użycia rozpuszczalników organicznych / wody oraz możliwość poprawy rozpuszczalności leku lub przedłużenia uwalniania leku. Dodatkowe zalety tej techniki obejmują jej wszechstronność, zwiększoną przepustowość i obniżone koszty. Wytwarzając produkty wielowarstwowe ze zmniejszoną ilością drogich polimerów i zwiększoną ilością niedrogich polimerów, można osiągnąć opłacalny proces bez poświęcania wydajności, np. umieszczając pigment tylko w warstwach zewnętrznych lub stosując materiał z recyklingu w warstwie wewnętrznej. Technologia ta ma jednak swoją cenę. Oprócz inwestycji w sprzęt (dodatkowe wytłaczarki) i konieczności posiadania dodatkowej powierzchni dla wytłaczarek, często potrzebny jest doświadczony operator linii (biorąc pod uwagę zwiększony poziom złożoności procesu). W niektórych przypadkach dodatkowe koszty procesu mogą zrównoważyć oszczędności w kosztach materiałów. Do tej pory współwytłaczanie było rzadko stosowane w przemyśle farmaceutycznym. Urządzenia do wytłaczania farmaceutycznego muszą spełniać wymogi regulacyjne dotyczące zastosowań farmaceutycznych. Wszystkie części mające kontakt z produktem muszą być zgodne z dobrą praktyką produkcyjną (GMP), aby nie były reaktywne, addytywne ani absorpcyjne. Projekt farmaceutyczny obejmuje również doskonałą łatwość czyszczenia, powtarzalność procesu i wykorzystaniem materiałów zatwierdzonych przez FDA. Kolejnym wyzwaniem jest miniaturyzacja urządzeń do wytłaczania farmaceutycznego, w szczególności w celu opracowania receptur zawierających nowe składniki chemiczne. Wyposażenie linii do współwytłaczania musi do siebie pasować, a wytłaczarki muszą być ustawione w taki sposób, aby można je było łatwo połączyć z matrycą. Dlatego ważny jest ogólny projekt linii do współwytłaczania, dostosowany do wymiarów laboratorium.
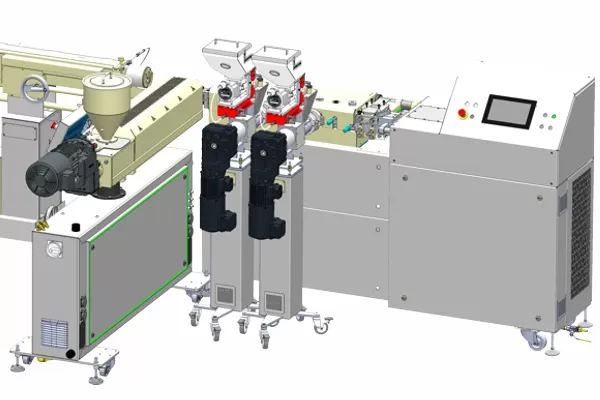
Rys.4 Schemat stanowiska do współwytłaczania z wytłaczarką dwuślimakową oraz jednoślimakową. Materiały stosowane w procesie farmaceutycznego współwytłaczania na gorąco.Właściwy dobór materiału ma kluczowe znaczenie dla uzyskania dobrej jakości współwytłaczanych postaci dawkowania. Współwytłaczane postacie dawkowania to układy wielowarstwowe, z których każda warstwa składa się z mieszaniny jednego lub więcej aktywnych składników farmaceutycznych i funkcjonalnych substancji pomocniczych, takich jak nośniki matrycy, plastyfikatory i inne środki ułatwiające przetwarzanie (przeciwutleniacze, środki wypełniające, środki modyfikujące uwalnianie). Nośniki matrycy muszą łatwo mięknąć wewnątrz cylindra wytłaczarki i szybko zestalać się po wyjściu z matrycy. Wybór odpowiednich nośników jest ważny przy formułowaniu i projektowaniu topliwej postaci dawkowania. Generalnie stosuje się polimery termoplastyczne wykazujące niską Tg lub temperaturę topnienia. Jeżeli API nie wykazuje właściwości plastyfikujących, zastosowanie nośników polimerowych może wymagać dodania plastyfikatora do preparatu w celu poprawy warunków przetwarzania, stabilności lub właściwości fizyko-mechanicznych produktu końcowego. W zależności od właściwości substancji leczniczej i pozostałych substancji pomocniczych w preparacie lek może występować w postaci kryształów (zawiesina krystaliczna), w stanie amorficznym (zawiesina szklista) lub molekularnie zdyspergowany w nośniku (roztwór stały). Stan leku w końcowej postaci leku wpływa na przetwarzalność i stabilność produktu. Ponieważ wytłaczanie stopu jest procesem bezwodnym, unika się potencjalnej degradacji leku w wyniku hydrolizy. Wnioski dotyczące wytłaczania farmaceutycznego.Dzisiejsze wyzwania związane z opracowywaniem nowych leków ogromnie wzrosły. Procesy produkcji farmaceutycznej muszą zwiększyć wydajność, a substancje lecznicze są trudniejsze w przetwarzaniu ze względu na często słabą biodostępność. Wytłaczanie na gorąco jest doskonałą odpowiedzią na te wyzwania, zapewniając możliwość formułowania substancji leczniczej w postaci stałej dyspersji w spójnym, ciągłym procesie. Ponieważ produkty skojarzone zyskują na znaczeniu terapeutycznym, a optymalne dostarczanie leku jest warunkiem wstępnym nowego produktu leczniczego, współwytłaczanie jest bardzo obiecującą techniką formułowania leku. Łączenie kilku substancji leczniczych, niezależnie od tego, czy są one kompatybilne chemicznie, czy nie, w różnych matrycach wykazujących specyficzne wzorce uwalniania, stwarza możliwość dostosowania postaci dawkowania tak, aby były maksymalnie skuteczne terapeutycznie i przyjazne dla pacjenta. Perspektywy na przyszłość skupiają się na poprawie ograniczeń rozpuszczalności słabo rozpuszczalnych związków leczniczych. Obiecujące jest połączenie współwytłaczania z innymi znanymi technikami w celu poprawy rozpuszczalności. Inżynieria cząstek leków z wykorzystaniem nanotechnologii cieszy się dużym zainteresowaniem. Przydatność wytłaczania na gorąco jako nowego i realnego podejścia do inżynierii nanocząstek poprzez przezwyciężenie agregacji cząstek, niestabilności morfologicznej i słabej zwilżalności cieszy się sporym zainteresowaniem. Wytłaczanie na gorąco nie zmienia morfologii cząstek leku i równomiernie je rozprowadza w matrycy nośnika polimerowego. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:





 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook