
Materiały polimerowe i właściwości termiczne części drukowanychModelowanie osadzania topionego tworzywa (FDM/FFF) umożliwia szybkie wytwarzanie części z polimerów i kompozytów, ale ich właściwości termiczne często odbiegają od parametrów materiału bazowego. W artykule wyjaśniamy, skąd bierze się anizotropia i dlaczego porowatość oraz jakość zespolenia warstw są kluczowe dla transportu ciepła. Pokazujemy też, jak dobór materiału, parametrów procesu i obróbki po wydruku wpływa na przewodnictwo i stabilność termiczną. Wpływ właściwości materiałów polimerowych oraz procesu druku FDM/FFF na właściwości termiczne drukowanych częściFDM/FFF (modelowanie osadzania topionego tworzywa) jest jedną z najpopularniejszych technik wytwarzania przyrostowego, wykorzystywaną do szybkiego prototypowania i produkcji krótkoseryjnej. W wielu zastosowaniach – od elektroniki i automotive po lotnictwo i inżynierię biomedyczną – oprócz wytrzymałości mechanicznej istotne są również właściwości termiczne wydruków: przewodnictwo i dyfuzyjność cieplna, stabilność w podwyższonej temperaturze, odporność na deformacje oraz stabilność materiału w długim czasie eksploatacji. Pomimo wszechstronności technologii FDM/FFF, w częściach drukowanych w 3D często utrzymują się wyzwania termiczne: anizotropia (różne właściwości w zależności od kierunku), pory i szczeliny oraz opór cieplny na granicach warstw. To sprawia, że parametry cieplne wydruku mogą odbiegać od parametrów materiału bazowego (filamentu) i wymagają świadomego doboru materiału, parametrów procesu i ewentualnej obróbki po wydruku. Co najbardziej „ustawia” termikę wydruków FDM/FFF?
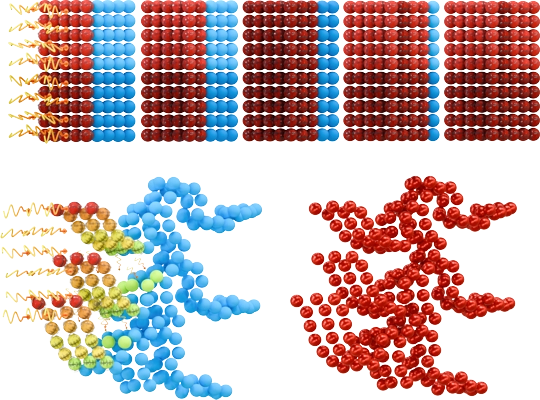
1) Materiały polimerowe i mechanizm transportu ciepłaW materiałach stałych dominującym mechanizmem wymiany ciepła jest przewodzenie, czyli transport energii drgań sieci (fononów). W polimerach przewodność cieplna jest zwykle dużo niższa niż w metalach, ponieważ energia przenosi się głównie wzdłuż i pomiędzy łańcuchami polimerowymi, a transport ten jest ograniczany przez nieuporządkowanie struktury, defekty oraz słabsze oddziaływania międzycząsteczkowe. Przewodność cieplna zależy m.in. od: stopnia uporządkowania (amorficzny/krystaliczny), krystaliczności, orientacji łańcuchów, sieciowania oraz obecności dodatków i porów. W ogólnym ujęciu polimery semikrystaliczne mogą wykazywać korzystniejszy transport ciepła niż polimery amorficzne, ponieważ uporządkowane obszary krystaliczne ułatwiają transmisję energii. Jednocześnie w praktyce technologii FDM/FFF efekt ten może zostać „przykryty” przez porowatość i opór na interfejsach warstw.
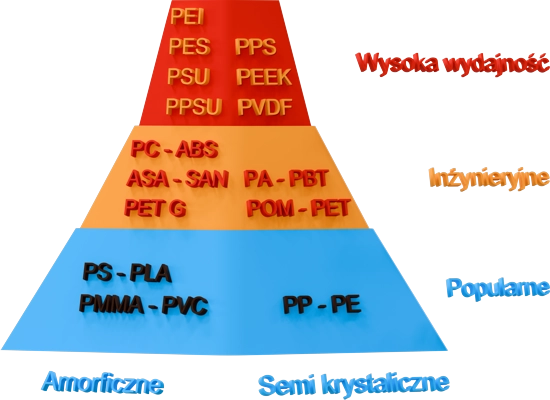
Rys. 1. Mechanizm przewodzenia ciepła (i) polimerów krystalicznych i (ii) amorficznych. 2) Dlaczego części FDM/FFF są anizotropowe termicznieWydruk FDM/FFF jest budowany warstwa po warstwie z pojedynczych ścieżek materiału. Granice pomiędzy ścieżkami i warstwami tworzą interfejsy, które mogą mieć gorszy kontakt niż „masywny” materiał. Każdy taki interfejs zwiększa opór cieplny. Dodatkowo pory (powietrze) działają jak izolator, istotnie ograniczając przepływ ciepła. W efekcie przewodność cieplna i dyfuzyjność mogą być inne w płaszczyźnie druku (XY) niż w kierunku budowy (Z). Stopień anizotropii zależy od: temperatury dyszy i stołu, prędkości druku, wysokości warstwy, strategii rasteru, gęstości wypełnienia oraz materiału (i ewentualnych wypełniaczy). Z tego względu właściwości termiczne warto rozpatrywać w odniesieniu do konkretnej geometrii i kierunku przepływu ciepła. 3) Najczęściej stosowane polimery w FDM/FFF – kontekst termicznyW zastosowaniach FDM/FFF często spotyka się tworzywa o niskich i średnich właściwościach termicznych i mechanicznych, takie jak: PLA, ABS, PET, PETG, PA (nylon) oraz PC. Dla zastosowań wysokotemperaturowych stosuje się polimery wysokowydajne, takie jak PEEK, PEKK czy PEI, jednak wymagają one bardziej wymagających warunków procesu (stabilna temperatura, kontrola chłodzenia, odpowiednia komora, kontrola wilgoci).
Rys. 2. Przykładowe polimery wykorzystywane w FDM/FFF. 4) Materiały kompozytowe: wpływ wypełniaczy i wzmocnień na termikęWypełniacze i zbrojenia (np. włókna szklane GF, włókna węglowe CF, cząstki metaliczne, ceramika, grafen, azotek boru) mogą zmieniać przewodnictwo cieplne i stabilność termiczną polimerów. W praktyce sam fakt dodania wypełniacza nie gwarantuje poprawy transportu ciepła w wydruku. Kluczowe jest, czy wypełniacz tworzy w materiale sieć (perkolację) oraz czy druk nie wprowadza defektów, które przerywają ścieżki przewodzenia (pory, mikroszczeliny, słabe połączenia międzywarstwowe). Kompozyty często wykazują silną anizotropię: przewodzenie może być lepsze wzdłuż kierunku ścieżek druku (bo wypełniacz orientuje się zgodnie z przepływem), a gorsze w kierunku Z (jeżeli spajanie warstw jest słabsze lub rośnie porowatość). 5) Metody oceny właściwości termicznychWłaściwości termiczne materiałów polimerowych i kompozytów ocenia się m.in. metodami: TGA, DSC oraz DMA. Do pomiaru transportu ciepła stosuje się metody przewodnictwa/dyfuzyjności (często kierunkowo, aby uchwycić anizotropię).
6) Parametry procesu FDM/FFF a przewodność cieplna – mechanizmy wpływuKonstrukcja warstwa po warstwie skutkuje interfejsami, które mogą nie przenosić ciepła tak efektywnie jak struktura masowa. Przewodność cieplna części drukowanych może odbiegać od oczekiwanej wartości materiału bazowego z powodu: porowatości, słabego zespolenia warstw, orientacji ścieżek oraz doboru parametrów procesu. Kluczowe parametry procesu to: temperatura dyszy, temperatura stołu (i ewentualnie komory), prędkość, wysokość warstwy, gęstość i wzór wypełnienia, a także orientacja i raster. Wpływ parametrów FDM/FFF na przewodność cieplną
Checklist: jak realnie poprawiać transport ciepła w wydruku
7) Obróbka po procesie (post-processing) – rola wyżarzaniaKontrolowana obróbka termiczna (np. wyżarzanie) może zmieniać krystaliczność i relaksować naprężenia, co bywa korzystne dla stabilności termicznej i zachowania mechanicznego w temperaturze. Dotyczy to szczególnie materiałów semikrystalicznych oraz niektórych kompozytów, gdzie wzrost krystaliczności może poprawiać odporność na odkształcenia. Jednocześnie wyżarzanie wymaga ostrożności, ponieważ może prowadzić do skurczu i deformacji geometrycznych – dlatego powinno być dobierane do materiału i geometrii oraz weryfikowane testami. Najczęstsze błędy interpretacyjne
8) Wnioski, przyszłe kierunki działania i wyzwaniaWytwarzanie addytywne rozwija się w kierunku zastosowań funkcjonalnych, również w środowiskach o podwyższonej temperaturze. Kluczowe obszary rozwoju to: filamenty o lepszej przewodności i stabilności termicznej (np. z dodatkami BN/grafen), druk wielomateriałowy, lepsza kontrola mikrostruktury i porowatości oraz zoptymalizowane post-processingi (np. wyżarzanie). Równolegle rośnie znaczenie badań nad zależnościami: parametry druku → mikrostruktura → właściwości termiczne, w tym w ujęciu kierunkowym (anizotropia) i dla konkretnych geometrii. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:



 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook