
Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarkiDynamiczny rozwój druku 3D stawia przed producentami filamentów wymagania związane z powtarzalnością wymiarową, czystością stopu oraz stabilnością właściwości materiału. W druku FDM/FFF podstawowym surowcem są filamenty polimerowe, a ich jakość wprost przekłada się na stabilność ekstruzji, wygląd powierzchni i parametry mechaniczne wydruków. Choć produkcja filamentu może wydawać się prosta, w praktyce jest to proces wymagający bardzo stabilnego wytłaczania, kontroli średnicy w czasie rzeczywistym oraz konsekwentnego zarządzania materiałem (wilgoć, dodatki, filtracja, degradacja). Stabilność wytłaczania filamentu opiera się na utrzymaniu powtarzalnych parametrów stopu oraz stabilnej geometrii produktu. W praktyce oznacza to kontrolę temperatury, ciśnienia i wydajności oraz eliminację przyczyn wahań średnicy, owalności i przepływu w drukarce. Stabilność procesu wytłaczania filamentu to największe wyzwanie technologiczneWytłaczarka musi utrzymywać stałe warunki pracy: temperaturę stopu, ciśnienie, wydajność masową oraz prędkość obrotową ślimaka. Wahania tych parametrów przekładają się na zmienną średnicę i owalność filamentu, a w drukarce na wahania przepływu (niedo-/nadekstruzję), zmienną szerokość ścieżki, niestabilną przyczepność warstw i spadek powtarzalności. Same odchyłki średnicy nie są jedyną przyczyną problemów z dyszą – równie istotne są zanieczyszczenia, żele, degradacja materiału oraz wilgoć – dlatego stabilność procesu należy rozumieć szerzej: jako stabilność stopu i geometrii filamentu. Co realnie wpływa na jakość filamentu (praktyczna checklista)
Jednorodność wytłaczanego materiału polimerowegoFilament wysokiej jakości powinien być jednorodny pod względem mechanicznym i termicznym. Niedogrzane fragmenty granulatu, niejednorodna dyspersja pigmentu/dodatków lub pozostałości poprzedniego materiału mogą objawić się na wydruku w postaci smug, zmian połysku, kruchości lub niestabilnej ekstruzji. Dlatego w wytłaczaniu filamentów istotna jest konstrukcja układu uplastyczniania i mieszania:
Warto podkreślić, że strefa zasilania i stabilność podawania surowca mają duży wpływ na powtarzalność procesu. Rozwiązania takie jak sekcje rowkowane w strefie zasilania (tam, gdzie mają zastosowanie) mogą poprawiać stabilność transportu granulatu i ograniczać poślizg, co pośrednio stabilizuje wydajność i ciśnienie. Filtracja stopu i czystość materiałuW produkcji filamentów czystość stopu jest kluczowa: drobiny zanieczyszczeń, żele lub aglomeraty dodatków mogą skutkować defektami powierzchni, niestabilną średnicą, a w skrajnych przypadkach problemami w drukarce. Dlatego w praktycznych liniach stosuje się filtrację stopu (np. pakiety sit/filtry), dobraną do materiału i poziomu czystości surowca. Dobrze dobrana filtracja stabilizuje jakość filamentu i zmniejsza ryzyko powtarzalnych wad w partii. Stabilizacja wydajności: pompa stopu i kontrola ciśnieniaDla filamentu kluczowa jest stabilna wydajność masowa. W praktyce stabilizację można realizować poprzez odpowiednią konstrukcję układu uplastyczniania, a w wielu konfiguracjach także poprzez zastosowanie pompy stopu, która wygładza pulsacje i pomaga utrzymać stabilne ciśnienie oraz przepływ na głowicy. Stabilniejszy przepływ ułatwia utrzymanie stałej średnicy przy zmiennych warunkach (np. wahania surowca, zmiany lepkości, drobne odchylenia dozowania). Kontrola średnicy i owalności w czasie rzeczywistymKontrola jakości filamentu nie kończy się na wytłaczarce. Najlepsze efekty daje połączenie stabilnego wytłaczania z pomiarami inline (średnica/owalność) oraz zamkniętą pętlą sterowania (np. regulacja prędkości odbioru/haul-off i nawijania). Dzięki temu linia może kompensować drobne odchylenia procesu i utrzymywać powtarzalność w dłuższym czasie. Energochłonność procesu wytłaczaniaProces wytłaczania jest energochłonny – wymaga zarówno grzania cylindra, jak i pracy silnika napędzającego ślimak. W praktyce ograniczanie zużycia energii polega m.in. na optymalizacji sterowania strefami grzania (stabilne regulatory, minimalizacja strat), właściwej izolacji termicznej, doborze napędu oraz utrzymywaniu stabilnego reżimu procesu (mniej odpadów i przestojów = niższy koszt energii na kg). Automatyzacja i cyfryzacja procesu wytłaczania filamentuBranża filamentów zmierza w stronę automatyzacji i pełnej identyfikowalności partii. Kluczowe są: rejestracja parametrów procesu, monitoring trendów (temperatura, ciśnienie, moc, moment, średnica) oraz szybkie reagowanie na odchylenia. Nowoczesne systemy sterowania pozwalają integrować dane z czujników, dozowników, układów pomiarowych i urządzeń peryferyjnych, co poprawia stabilność jakościową i ułatwia analizę przyczyn problemów (traceability). Nowa wytłaczarka jednoślimakowa do wytłaczania filamentów LE-1SF 32 mmWytłaczarka posiada cylinder i ślimak o średnicy 32 mm o długości L/D = 32 lub 36. Wytłaczarka do wytłaczania filamentów LE-1SF 32 mm powstała na bazie dotychczas oferowanej i cenionej wytłaczarki uniwersalnej LE-1S 32 mm. Nowa wytłaczarka została dostosowana do zmieniających się potrzeb klientów produkujących filamenty do drukarek 3D:
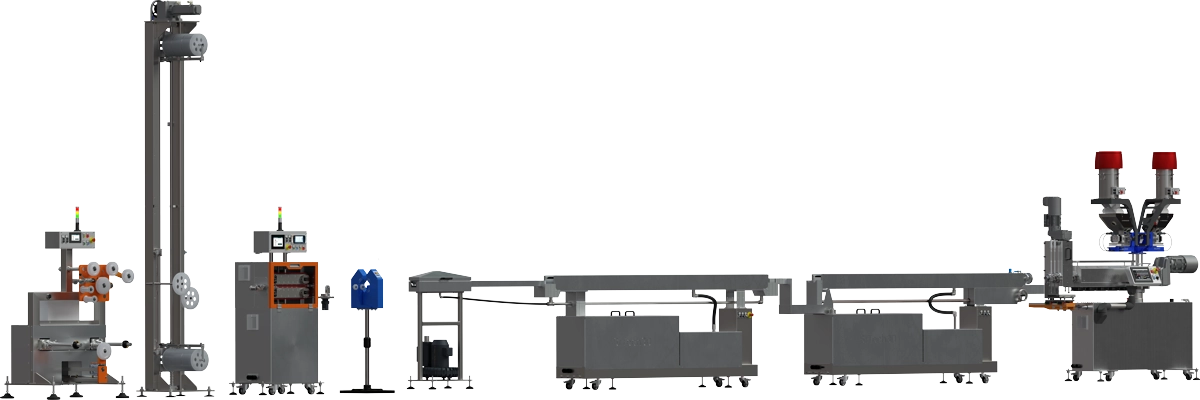
Rysunek 1. Widok linii do produkcji filamentów przystosowanej do automatyzacji procesu, wyposażonej w wytłaczarkę LE-1SF 32 mm.
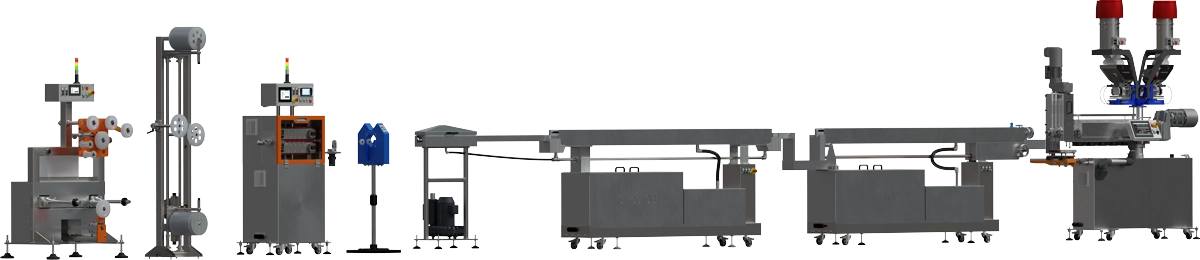
Rysunek 2. Widok linii do produkcji filamentów wyposażonej w wytłaczarkę LE-1SF 32 mm. Jeżeli celem jest kompletna konfiguracja procesu, punktem wyjścia powinny być linie do produkcji filamentów 3D SiTech3D. Dla produkcji seryjnej właściwą grupą są linie produkcyjne filamentów do drukarek 3D, natomiast do rozwoju receptur i testów materiałowych służą laboratoryjne linie do badań materiałów na filamenty 3D. Wytłaczarka jako część kompletnej linii do filamentuWytłaczarka decyduje o jakości uplastycznienia, stabilności ciśnienia i jednorodności stopu, ale o jakości filamentu rozstrzyga praca całego układu technologicznego. Dlatego przy projektowaniu procesu należy analizować jednocześnie wytłaczarkę, głowicę, ewentualną pompę stopu, chłodzenie, pomiar średnicy, odciąg i nawijanie. W przypadku kompletnej konfiguracji procesu właściwym punktem wyjścia są linie do produkcji filamentów 3D SiTech3D. Dla produkcji seryjnej zobacz linie produkcyjne filamentów, a dla rozwoju materiałów i prób formulacyjnych linie laboratoryjne do badań materiałów na filamenty 3D. PodsumowanieWytłaczarka to najważniejszy element linii do produkcji filamentów – „serce” całego procesu. Stabilność ciśnienia, temperatury i wydajności, jednorodność stopu, czystość materiału (filtracja) oraz kontrola średnicy/owalności w czasie rzeczywistym to obszary, które decydują o powtarzalności jakości filamentu. W praktyce przewagę konkurencyjną buduje się poprzez stabilny proces, automatyzację, monitoring danych i ograniczanie odpadów. Przyszłość należy do zintegrowanych, inteligentnych linii, które nie tylko wytwarzają filament, ale również monitorują jakość w czasie rzeczywistym, utrzymują parametry w zamkniętej pętli sterowania i ułatwiają identyfikowalność partii. Takie podejście wpisuje się w koncepcję Przemysłu 4.0 i 5.0, gdzie kluczową rolę odgrywają dane, adaptacja oraz współpraca człowieka z systemami automatyki i analityki. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:



 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook