
Wytłaczanie dwuślimakowe materiałów wysokoenergetycznych.Ciągłe przetwarzanie materiałów energetycznych za pomocą wytłaczarki dwuślimakowej zyskuje na znaczeniu, ponieważ stanowi bezpieczną i ekonomiczną alternatywę dla konwencjonalnego przetwarzania wsadowego. Ciągły proces oparty na wytłaczarce dwuślimakowej łączy w sobie możliwości intensywnego mieszania i wytłaczania pod wysokim ciśnieniem. Służy do przetwarzania różnych materiałów energetycznych, takich jak materiały pędne do broni palnej i rakietowej, materiały wybuchowe wiązane tworzywem sztucznym, materiały wybuchowe termobaryczne itp. Proces wytłaczania dwuślimakowego wymaga różnych funkcji bezpieczeństwa w przetwarzaniu materiałów energetycznych. Wytłaczanie dwuślimakowe materiałów wysokoenergetycznych (TSE – twin-screw extrusion) to podejście procesowe, które w wybranych zastosowaniach może stanowić alternatywę dla metod wsadowych. W artykule omawiamy różnice między przetwarzaniem wsadowym i ciągłym oraz rolę wytłaczarek dwuślimakowych w kontekście powtarzalności, kontroli jakości (Quality by Design) i bezpieczeństwa procesu. Uwaga: treść ma charakter informacyjny i edukacyjny. Nie jest instrukcją wykonawczą ani procedurą technologiczną. Wdrożenia przemysłowe wymagają zgodności z przepisami, analizą ryzyka oraz nadzorem osób uprawnionych. Spis treści:
Kontekst: materiały wysokoenergetyczne i wymagania procesoweMateriały wysokoenergetyczne często występują jako układy o wysokiej lepkości i wysokim stopniu wypełnienia (zawiesiny, układy wielofazowe). To powoduje, że proces mieszania i transportu jest wymagający, a krytyczne stają się: jednorodność mikrostruktury, stabilność termiczno-mechaniczna oraz bezpieczeństwo wynikające z charakteru materiału i środowiska pracy. W ujęciu biznesowym (B2B) przekłada się to na potrzebę dostarczenia nie tylko urządzenia, ale też metodyki rozwoju procesu, monitoringu i strategii kontroli zapewniającej powtarzalność, audytowalność oraz przewidywalne zachowanie procesu. Proces wsadowy: zalety, ograniczenia i źródła zmiennościPrzetwarzanie wsadowe (partiami) jest intuicyjne organizacyjnie i w wielu zastosowaniach sprawdza się dobrze – szczególnie w mniejszej skali. Jednak przy układach wysoko wypełnionych i wrażliwych może ujawniać ograniczenia w zakresie stabilności warunków, powtarzalności i kontroli mikrostruktury. Typowe źródła zmienności jakości w podejściu wsadowym
Proces ciągły z TSE: dlaczego rośnie zainteresowanieWytłaczarki dwuślimakowe umożliwiają prowadzenie procesu w sposób ciągły i strefowy: podawanie, mieszanie, transport, budowa ciśnienia i kształtowanie. Istotą podejścia ciągłego jest to, że po ustaleniu warunków procesowych system może pracować w stanie ustalonym, co sprzyja powtarzalności, automatyzacji i monitorowaniu online. Korzyści procesu ciągłego
Mieszanie dystrybutywne i dyspersyjne: rola w TSEW procesach z użyciem TSE wyróżnia się dwa komplementarne mechanizmy: mieszanie dystrybutywne (równomierne rozprowadzenie składników w objętości) i mieszanie dyspersyjne (redukcja struktur wtórnych, rozbicie aglomeratów, poprawa “rozdrobnienia” układu). W praktyce dobiera się proporcje tych mechanizmów do formulacji oraz celów jakościowych. Zobacz również materiał o segmentach i geometrii: Ślimaki do wytłaczarek – geometria i segmenty. Reologia i przetwarzalność: okno procesoweWysoko wypełnione zawiesiny mogą wykazywać poślizg na ściankach, niestabilności przepływu oraz silną zależność lepkości od temperatury i historii ścinania. Z tego względu kluczowe jest zdefiniowanie okna procesowego – zakresu warunków, w których proces pozostaje stabilny i powtarzalny, a wyrób spełnia wymagania jakościowe. Co zwykle jest krytyczne dla stabilności procesu?
Czas przebywania (RTD) i stabilność procesuRTD (Residence Time Distribution) – rozkład czasu przebywania – opisuje, jak długo różne “pakiety” materiału pozostają w układzie uplastyczniającym i mieszającym. Stabilny RTD sprzyja powtarzalności, bo oznacza przewidywalną historię termomechaniczną materiału. W praktyce RTD jest powiązany z właściwościami materiału, podawaniem oraz konfiguracją stref procesu. W procesach ciągłych powtarzalność często buduje się poprzez: (1) stabilne podawanie, (2) stałą kontrolę sygnałów procesowych, (3) walidację stabilności RTD i jakości w warunkach docelowych. Quality by Design: CQA, CPP i strategia kontroliW podejściu Quality by Design (QbD) jakość nie jest “sprawdzana na końcu”, tylko projektowana i kontrolowana w trakcie procesu. W praktyce oznacza to zdefiniowanie: CQA (krytycznych atrybutów jakości), CPP (krytycznych parametrów procesu) oraz strategii kontroli łączącej pomiary, alarmy i reakcje systemu. CQA – przykładowe krytyczne atrybuty jakości (ujęcie ogólne)
CPP – przykładowe krytyczne parametry procesu (ujęcie wysokopoziomowe)
Strategia kontroli – jak wygląda w praktyce?
Monitoring online (PAT): co mierzyć i jak interpretowaćPAT (Process Analytical Technology) to podejście, w którym monitoring i analiza danych procesowych wspierają utrzymanie jakości. W zastosowaniach o wysokich wymaganiach jakościowych sensowne jest łączenie kilku sygnałów w spójny obraz stabilności procesu. Przykładowe obszary monitoringu (bez wchodzenia w procedury)
Więcej o czujnikach i monitoringu: Technologie czujników do monitorowania procesów. Tryby odchyleń procesu i symptomy (bez instruktażu)W procesach ciągłych szczególnie cenna jest możliwość wczesnego wykrywania odchyleń. Poniżej zestawiono typowe symptomy, które mogą sygnalizować problem procesowy. Lista ma charakter ogólny i służy diagnostyce, nie opisuje działań wykonawczych.
Bezpieczeństwo procesu: „safety by design”Dla materiałów wysokoenergetycznych bezpieczeństwo jest integralną częścią projektu instalacji: mechaniki, napędu, sensorów, sterowania, środowiska pracy oraz procedur. Celem jest minimalizacja ekspozycji, szybka detekcja odchyleń i kontrolowane scenariusze reakcji systemu. Typowe filary podejścia „safety by design”
W praktyce środki bezpieczeństwa wynikają z analizy ryzyka i wymagań formalnych. Ten artykuł omawia logikę i obszary, ale nie opisuje procedur wykonawczych. Podawanie składników: stabilność strumieni i ryzyka zmiennościStabilne podawanie jest jednym z kluczowych warunków powtarzalności. W procesie ciągłym nawet niewielkie wahania strumieni mogą przekładać się na zmiany obciążenia, ciśnienia i jakości wyrobu. Dlatego ocenia się nie tylko “dokładność”, ale też stabilność w czasie i zachowanie materiału w układzie podawania. Na co zwraca się uwagę (typowo)?
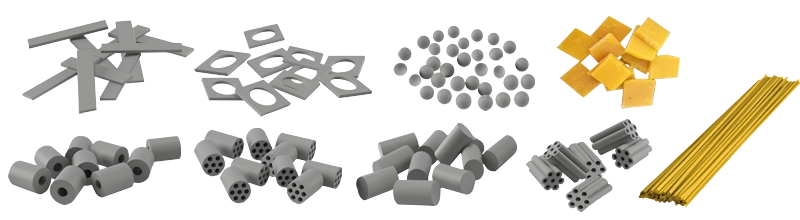
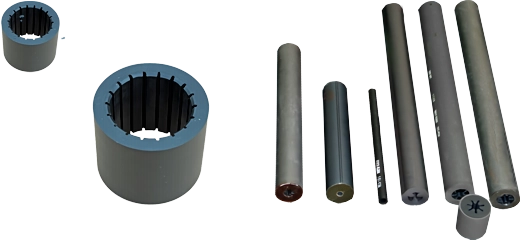
Kształtowanie wyrobu: głowice, geometria i stabilnośćEtap kształtowania (narzędzie / głowica) odpowiada za uzyskanie pożądanej geometrii wyrobu. Z punktu widzenia jakości ważne są: stabilność wymiarowa, powtarzalność oraz przewidywalne zachowanie materiału po opuszczeniu układu uplastyczniającego.
Rysunek 1. Przykładowe geometrie wyrobu uzyskiwane w procesach formowania.
Rysunek 2. Przykładowa forma wyrobu w kontekście zastosowań.
Rysunek 3. Przykładowe odniesienie wizualne produktu w kontekście zastosowań. Skalowanie R&D → pilotaż → produkcjaSkalowanie procesu ciągłego nie polega na prostym “powiększeniu” urządzenia. Kluczowe jest zachowanie porównywalnych warunków oddziaływań termomechanicznych, stabilności podawania, spójnej strategii monitoringu oraz kryteriów jakości (CQA) i parametrów procesu (CPP). Najlepsze praktyki (wysokopoziomowo)
FAQCzym różni się proces wsadowy od ciągłego?W procesie wsadowym materiał przetwarza się partiami, a w procesie ciągłym – w ustalonych warunkach w czasie. Proces ciągły ułatwia monitoring online i automatyzację, natomiast wsadowy bywa prostszy logistycznie w mniejszej skali. Dlaczego TSE jest kojarzona z intensywnym mieszaniem?Dzięki możliwości konfiguracji elementów roboczych wytłaczarka dwuślimakowa może realizować różne mechanizmy mieszania i transportu, co pozwala dopasować proces do celu technologicznego. Co daje podejście QbD/PAT w praktyce?QbD pomaga zdefiniować, co jest “krytyczne” dla jakości (CQA) i które parametry procesu (CPP) muszą być stabilne. PAT wspiera monitoring i interpretację danych procesowych w czasie, dzięki czemu łatwiej utrzymać proces w oknie procesowym i redukować zmienność. Glosariusz pojęć
Źródła i literatura
Masz pytania o dobór urządzenia lub koncepcji procesu?Skontaktuj się z nami i podaj: cel (R&D / pilotaż / produkcja), ogólny typ materiału oraz oczekiwany typ produktu. Wrócimy z propozycją kierunku konfiguracji, monitoringu i automatyzacji. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:





 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook