
Filament do drukarki 3D – od tego zależy jakość Twojego produktu.Od lat obserwujemy dynamiczny rozwój technologii druku 3D z roku na rok powstają coraz nowsze urządzenia wykorzystujące innowacyjne techniki drukowania. Jak sprostać jakościowym oraz ilościowym wyzwaniom druku FDM (Fused Deposition Modeling) 3D.Jeśli chodzi o korzyści, jakie druk 3D może wprowadzić do przedsiębiorstwa, to w grę wchodzi kilka czynników. Kluczowe kwestie obejmują możliwość poprawy szybkości, kosztów i co jest najważniejsze jakości wytwarzania części. Prototypowanie było pierwszym i pozostaje największym obszarem zastosowań druku 3D. W branżach takich jak motoryzacja, lotnictwo, budowa łodzi oraz wszędzie, gdzie potrzebne są części z termo topliwych tworzyw sztucznych. Możliwość Wydrukowania części stosunkowo szybko we własnym zakresie przyspiesza proces projektowania i czas wprowadzenia na rynek. Zapewnienie odpowiedniego dopasowania i funkcjonalności części jest krytycznym parametrem procesu projektowania. Praktyczne korzystanie z prototypów w skali 1: 1 pozwala zespołom zapewnić wszystkie rzeczywiste parametry wymagane przez projekt. W takich zastosowaniach drukowanie 3D jest oczywistym rozwiązaniem, ponieważ jest szybsze i tańsze niż standardowe alternatywy. Jakość druku 3D jest determinowana dwoma kluczowymi czynnikami: Po pierwsze wpływ na jakości drukowanej części ma drukarka 3D. Wybór drukarek jest bardzo duży dostępne są modele w szerokim zakresie możliwości, funkcjonalności oraz ceny. Wiadomo jest ze dobre wyniki można uzyskać na tanich i drogich modelach drukarek 3D. Drugim kluczowym czynnikiem jest Filament 3D, którym karmimy drukarkę. W tym zakresie wybór może przyprawić o zawrót głowy, mamy do wyboru praktycznie nieskończoną liczbę kombinacji obejmujących typ polimeru, dodatków, wypełnień i kolorów. Na jakość filamentu do drukarek 3D ma wpływ wie czynników i w związku z tym na runku są dostępne filamenty o zróżnicowanej jakości, która ma decydujący wpływ na jakość wydrukowanej części. Technologia FDM jest metodą cieszącą się popularnością, gdyż jest łatwa w obsłudze i dostępna dla użytkownika, nawet w warunkach domowych śmiało można tworzyć np. artykuły codziennego użytku lub zabawki dla dzieci. W technologii FDM można wykorzystywać takie materiały jak: ABS, PLA, PET oraz różnego rodzaju kompozyty np. z włóknami węglowymi, proszkiem ceramicznym, czy metalami. Jednak żadna drukarka nie stworzy dobrego produktu, bez filamentu o doskonałej jakości. Tak jak w poligrafii, jeśli chcemy wydać pięknie prezentującą się książkę abstrahując od formy i treści, musimy użyć najlepszej jakości farby drukarskiej oraz papieru. Na użytkowniku drukarki spoczywa ciężar dokonania właściwego wyboru filamentu, który zakupi do swojej drukarki. Natomiast o jakości samego filamentu decyduje jego producent, a w szególności kompetencje, które posiada, urządzenia używane do produkcji oraz jakość komponentów stosowanych do wytłaczania filamentu do druku 3D. Wytwarzanie filamentów (włókien z tworzyw termotopliwych oraz ich mieszanin i kompozytów) do drukarek 3D to bardzo ceniona technologia, która nie jest łatwa o do opanowania. Technologia wytłaczania filamentów uruchomiła innowacje przemysłowe, zapewniając opłacalne produkowanie szerokiej gamy filamentów niezbędnych do karmienia drukarek 3D działających z wykorzystaniem technologii druku przyrostowego FDM. Produkcja filamentu do druku 3D, który z pozoru wydaje się prostym włóknem o średnicy 1,75 mm lub 2,85 mm musi być perfekcyjna, a to wymaga posiadania wysokich kompetencji z zakresu przetwórstwa polimerów termoplastycznych, użycia najwyższej jakości sprzętu do wytłaczania filamentu 3D oraz użycia wysokiej jakości komponentów do produkcji. Jak wspomniano wcześniej ważnym czynnikiem decydującym o jakości wytłaczanego filamentu są urządzenia w postaci linii do produkcji filamentów. Decyzja o wyborze dostawcy linii do produkcji filamentów jest kluczowym czynnikiem, ponieważ jest to kosztowna inwestycja a urządzenia będą użytkowane przez wiele lat. Podejmując decyzje o wyborze urządzeń oraz producenta należy wziąć pod uwagę na stępujące czynniki: 1. Doświadczenie i kompetencje producenta z zakresu projektowania, produkcji maszyn oraz przetwórstwa polimerów termotopliwych. 2. Kolejnym czynnikiem, który należy wziąć pod uwagę jest odległość od producenta linii do filamentu, ponieważ w oczywisty sposób decyduje ona o możliwości współpracy oraz dostępności części zamiennych. 3. Należy ocenić jakość wytwarzanego przez linie filamentu oraz czas jaki upłynie do uzyskania akceptowalnej jakości. Oczywiście powyżej opisane czynniki nie wyczerpują katalogu kwestii, które należy rozważyć i ocenić przy wyborze linii do produkcji filamentu jednak są one ważne ze względu na długi okres użytkowania linii w warunkach zmieniającego się środowiska biznesowego i technologicznego.
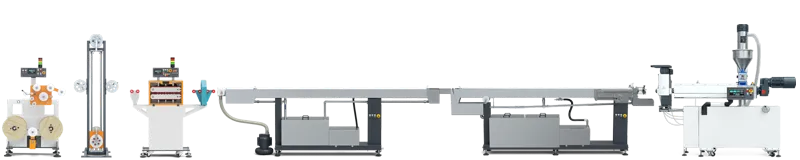
Rys.1 Linia do produkcji filamentu spełniająca wysokie wymagania jakościowe. Kluczowe czynniki mające wpływ na jakość filamentu do druku 3D.1. Filament do druku 3D powinien posiadać niezmienną średnicę oraz być okrągły a nie owalny na całej długości szpuli w zakresie wymaganych tolerancji wymiarów. Jest to ważny parametr, ponieważ ma wpływ na jakość drukowanej części, zmiany przepływu tworzywa w głowicy drukarki spowodowane zmianami średnicy wpływają bezpośrednio na drukowana część. Owalność również może wpływać na przepływ tworzywa a w skrajnych przypadkach może doprowadzić do przerwania druku co jest niezwykle ważne w przypadku części drukowanych przez wiele godzin. O możliwości uzyskania i utrzymania tych parametrów decyduje jakość wytłaczarki i głowicy wytłaczarskiej oraz możliwość zastosowania pompy stopionego tworzywa. Równie ważne są jakość i stabilność odciągu oraz naprężenia w trakcie nawijania na szpule generowane prze nawijarkę zastosowane w linii.
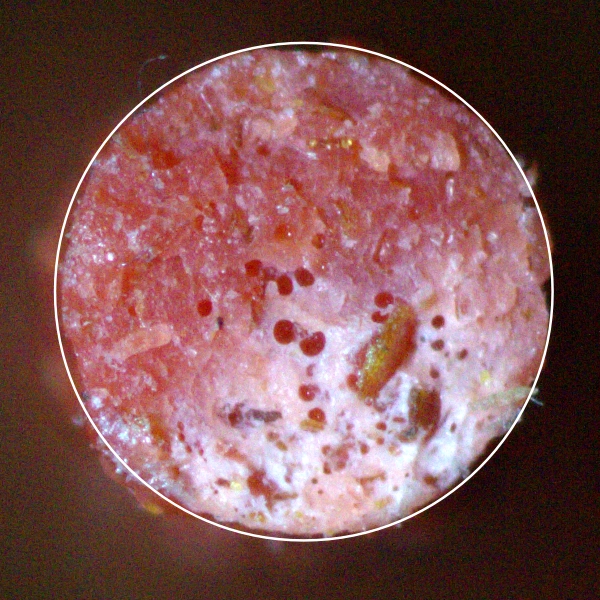
Rys. 2 Przykład biodegradowalnego kompozytowego filamentu PLA napełnionego suszonymi i zmielonymi opadami pomidorów pochodzącymi z produkcji. Widoczne na przełomach wady filamentu takie jak zmiana średnicy oraz owalność, wyraźnie widoczny jest brak jednorodności stopu oraz pęcherze gazu. Należy nadmienić że ten filament PLA dobrze sprawdzał się w druku 3D a wydruki miały przyjemny pomidorowy zapach, jednak zastosowanie takiego filamentu do druku wyrobów komercyjnych byłoby obarczone ryzykiem. 2. Jakości stopu polimerów, z których jest formowany filament do druku 3D. Aby zapewnić odpowiednią jakość stopionego polimeru do wytwarzania filamentu, stop należy oceniać pod względem jakości na podstawie różnych kryteriów. O dobrej jakości stopu świadczy równomierny rozkład temperatury stopu w przekroju poprzecznym i podłużnym (jednorodność termiczna), a także równomierne wymieszanie stopu (jednorodność materiału) przy stałej temperaturze i przeciwciśnieniu w czasie. W związku z tym kluczowy jest transport o niskiej pulsacji. Ponadto na jakość stopu mają wpływ inne czynniki, takie jak stopień topnienia, krzywa ciśnienia, uszkodzenia materiału i efektywność energetyczna. Przetwarzanie musi być prowadzone poniżej limitów uszkodzeń termicznych, chemicznych i mechanicznych. Dlatego bardzo ważna jest jakości ślimaka wytłaczarki oraz systemów ogrzewania cylindra i kontroli temperatury. Cylinder wytłaczarki jest złożonym obiektem termicznym i dlatego konieczne jest zastosowanie dedykowanego programu do regulacji temperatury uwzgledniającego złożony profil termiczny cylindra wytłaczarki. Proces topnienia i temperatura topnienia stopu polimeru.Topienie jest zasadniczym procesem wytłaczania, podczas którego polimer ulega całkowitej przemianie w stan stopiony. Jeżeli dopływ energii jest zbyt niski i proces topienia jest z tego powodu niekompletny, w stopie utworzą się cząstki stałe, które przejdą przez dyszę wytłaczającą. Te cząstki stałe z kolei mają negatywny wpływ na jakość produktu końcowego, co jest wyraźnie widoczne podczas produkcji filamentu. Odpowiednio, optymalną temperaturę topnienia osiąga się, gdy materiał całkowicie się stopi. Jeśli stopiony polimer będzie dalej podgrzewany, zużywana jest niepotrzebnie duża ilość energii, zarówno podczas ogrzewania, jak i chłodzenia produktu. Dodatkowo możliwe jest rozdzielenie głównych wiązań walencyjnych, co prowadzi do zniszczenia materiału po osiągnięciu temperatury rozkładu. Jednorodność materiału i termiczna stopu polimeru.W procesie wytłaczania konieczne jest zapewnienie wystarczającej jednorodności stopu zarówno pod względem materiałowym, jak i termicznym. Jednorodność termiczna jest ważna dla zapewnienia spójnej wydajności materiału w całym przekroju poprzecznym matrycy, szczególnie w odniesieniu do zachowania przepływu. Jeżeli tak nie jest, na wyjściu z matrycy mogą wystąpić różne prędkości wyjściowe, co może prowadzić do niewystarczającej dokładności wymiarowej. Konieczne jest także zapewnienie wystarczającej jednorodności materiału, oznacza to równomierne rozprowadzenie wypełniaczy lub(i) barwników w włóknie filamentowym, aby zapewnić jednolite właściwości mechaniczne i dekoracyjne w całym filamencie w każdym miejscu. Niewystarczająca jednorodność może zatem prowadzić do wad produktu. Celem powinno być osiągnięcie wysokiego poziomu jednorodności zarówno materiałowej, jak i termicznej a to wymaga zastosowania dobrze zaprojektowanej i wyposażonej wytłaczarki.
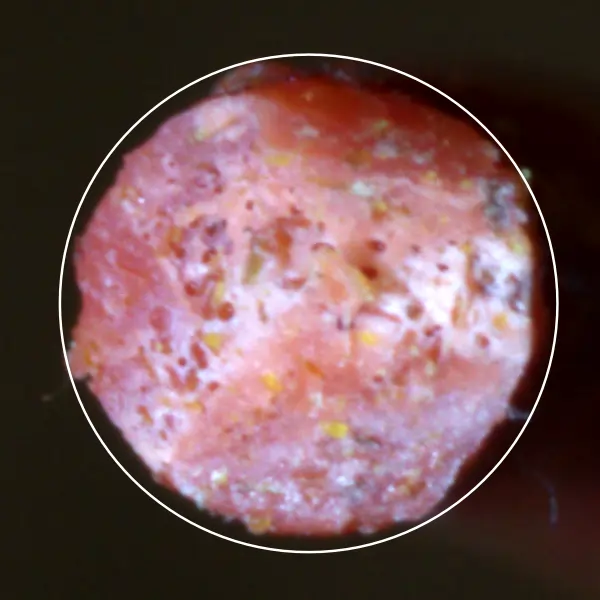
Rys. 3 Przykład biodegradowalnego kompozytowego filamentu PLA. Widoczna na przełomie pusta przestrzeń zawierająca w środku włókno, nierównomierny przełom świadczy o niskiej jednorodności stopu.
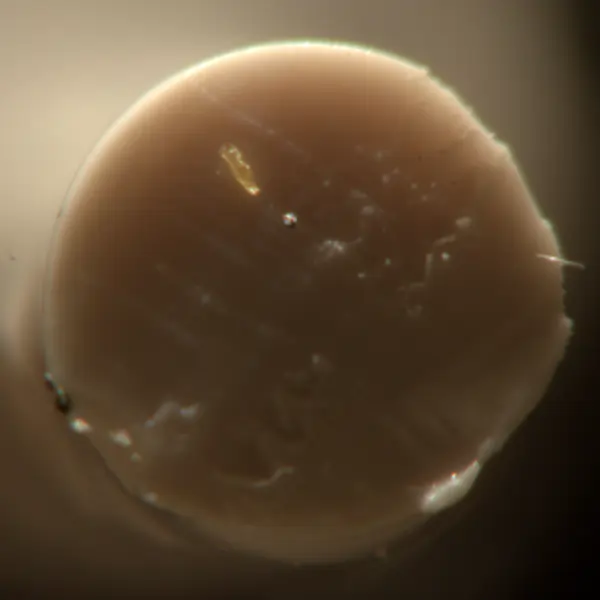
Rys. 4 Przykład biodegradowalnego barwionego filamentu PLA. Widoczna w centralnej części przełomu niewielka niejednorodność. Filament o dobrej jednorodności i okrągłości.
Rys. 5 Przykład filamentu ABS. Widoczna w górnej części przełomu niewielka niejednorodność. Filament o dobrej jednorodności i okrągłości.
Rys. 6 Przykład filamentu ASA. Widoczne wtrącenia innego materiału. Filament o dobrej jednorodności i okrągłości. Wahania ciśnienia i temperatury stopu polimeru w cylindrze wytłaczarki.Ważne jest, aby stopiony materiał na końcu ślimaka przed głowicą wytłaczarską miał możliwie równomierną temperaturę w całym przekroju poprzecznym, aby zapewnić jednorodność termiczną. Oceny jakości stopu można także formułować na podstawie wahań ciśnienia i temperatury stopu w funkcji czasu. Wahania wartości ciśnienia mogą wskazywać na zmianę wydajności w czasie. Może to prowadzić na przykład do różnic w geometrii produktu. Typowymi przyczynami wahań przeciwciśnienia są głęboko wcięte strefy dozowania, wahania obrotów i mocy napędu wytłaczarki oraz wahania temperatury cylindra w poszczególnych strefach. Oprócz tych efektów wahania ciśnienia służą również jako miara jednorodności stopu. W rezultacie na krzywej ciśnienia mogą być widoczne niestopione cząstki, zmienny rozkład wypełniaczy, a nawet wahania temperatury. Przyczyny występowania wahań ciśnienia prowadzą również do wahań temperatury. W zasadzie wahania ciśnienia i temperatury mają odwrotny skutek. Dlatego też, aby uzyskać wysokiej jakości stop, wahania temperatury również powinny zostać zredukowane do minimum. Oprócz wahań przeciwciśnienia, gradient ciśnienia na ślimaku ma znaczenie dla uzyskania dobrej jakości ekstrudatu. Ślimak wytłaczarki powinien wytwarzać ciśnienie w sposób ciągły i mieć jak najmniej obszarów o ujemnych gradientach ciśnienia. Oznacza to, że powietrze zawarte w granulacie jest odgazowywane w kierunku leja zasypowego, a w stopie nie powstają pęcherzyki powietrza. Uszkodzenia i degradacja masy czasteczkowej wytłaczanego polimeru.Typowym wyzwaniem w procesie wytłaczania jest uszkodzenie materiału w wyniku degradacji masy cząsteczkowej polimerów. Podczas wytłaczania rozkład następuje zwykle w wyniku połączenia naprężeń termicznych, mechanicznych i chemicznych. Degradacja termiczna materiału polega na rozszczepieniu wiązań węgiel-węgiel w cząsteczkach polimeru w wysokich temperaturach, do czego wymagana jest energia aktywacji. Wraz ze wzrostem temperatury stała szybkości tej reakcji degradacji wzrasta wykładniczo, co skutkuje zwiększoną reakcją degradacji, którą można wykryć. Temperatura nie jest rzeczywistą przyczyną degradacji, ale jedynie czynnikiem ją wzmagającym. Rozszczepienie powoduje zmniejszenie średniej masy molowej cząsteczek polimeru, co prowadzi do zmian w ich właściwościach. Rozszczepienie zachodzi wzdłuż łańcucha polimeru w sposób statystycznie rozłożony, co skutkuje mniejszym ogólnym spadkiem średniej masy cząsteczkowej. Z tego powodu systemy kontroli temperatury cylindra wytłaczarki powinny aktywnie przeciwdziałać chwilowym zmianą temperatury zwłaszcza powyżej temperatury zadanej. Dobre efekty przynosi zastosowanie precyzyjnych regulatorów temperatury, które jednocześnie sterują wydajnym ogrzewaniem i chłodzeniem cylindra wytłaczarki. Efektywność energetyczna procesu wytłaczania.Wymagania stawiane linii do wytłaczania filamentów znacznie się zmieniły w ostatnich latach. W przeszłości wydajność była prawie wyłącznie decydującym kryterium, podczas gdy obecnie wydajność, elastyczność oraz precyzja systemów odgrywają coraz większą rolę. Wysoka wydajność przy niewielkim rozmiarze maszyny skutkuje redukcją kosztów operacyjnych. Oprócz kosztów zakupu i instalacji linia do wytłaczania filamentów wiąże się również z bieżącymi kosztami energii, obsługi, serwisu oraz zajmowanej powierzchni. Pożądane jest zatem, aby linia do wytłaczania filamentu działała tak efektywnie, jak to możliwe, a większość zainwestowanej energii była wprowadzana do polimeru. Możliwe straty energii wynikają np. ze strat elektrycznych, stosowania przekładni o niskiej sprawności lub nieodpowiedniego systemu ogrzewania i chłodzenia cylindra wytłaczarki. Podsumowanie.Wytłaczanie polimerów ma fundamentalne znaczenie w przetwarzaniu materiałów polimerowych, a jednorodność struktury i temperatury stopu jest głównym czynnikiem wpływającym na jakość filamentu. Niepożądane warunki pracy urządzeń linii do wytłaczania filamentów mogą powodować problemy, takie jak degradacja stopu, niestabilność wymiarowa, słabości właściwości mechanicznych/optycznych/geometrycznych i tak dalej. Reasumując parametry oraz jakości linii do produkcji filamentów ma kluczowe znaczenie dla właściwości i jakości filamentu w długim okresie czasu. Jest to szczególnie ważne gdy maja być produkowane filamenty w oparciu o tworzywa trudne do przetwarzania polimery ich mieszaniny i kompozyty zwłaszcza wysoko napełnione. Produkcja filamentu do druku 3D musi być perfekcyjna, a to wymaga użycia najwyższej jakości urządzeń do wytłaczania filamentu oraz pomiaru średnicy oraz owalności. Równie ważna jest funkcjonalność i jakość oprogramowania linii ponieważ w dobie przemysłu 4.0 oprogramowanie często ma duży wpływ na końcowy wynik procesu przetwórczego . |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:







 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook