 termoplastyczne stosowane w drukowaniu 3D.")
Popularne materiały (filamenty) termoplastyczne stosowane w drukowaniu 3D.Dostępne metody wytwarzania przyrostowego są niezwykle zróżnicowane, ale w tym artykule zajmiemy się polimerami termoplastycznymi stosowanymi do produkcji filamentów stosowanych w technologii druku 3D FDM. Popularne polimery termoplastyczne stosowane w drukowaniu 3D metodą osadzania topionego tworzywa termoplastycznego.Za każdym razem, gdy wykorzystywane jest nowe źródło filamentu do druku 3D, należy rozważyć specyfikacje producenta i porównać je z oczekiwanymi właściwościami.Ten artykuł omawia popularne materiały termoplastyczne stosowane do wytwrzania filamentów stosowanych w drukowaniu 3D metodą osadzania topionego materiału warstwa po warstwie. Wprowadzenie do właściwości polimerów stosowanych do wytwarzania filamentów do druku 3D.Drukarki 3D do modelowania i osadzania topionego materiału (FDM) tworzą obiekty poprzez wytłaczanie stopionego filamentu, który następnie zestala się i jest w stanie połączyć się z poprzednią warstwą materiału. Jeśli taki system jest sterowany komputerowo, jest uważany za drukarkę 3D FDM. Koncepcyjnie każdy materiał, który może płynąć, a następnie twardnieć, może być użyty do tworzenia obiektów w technologii druku FDM. Technologia bejmuje szeroką gamę materiałów, od polimerów termoplastycznych, lukru do ciast, czekolady, past ceramicznych po hodowany w laboratorium kolagen. Jest to szybko zmieniająca się dziedzina nauki i technologii, jednak obecny druk 3D FDM koncentruje się na wytłaczaniu tworzyw termoplastycznych i wypełnień termoplastycznych. Materiał zasilający drukarkę 3D najczęściej ma postać filamentu wytłoczonego wcześniej z tworzywa termoplastycznego lub kompozytów. Ważne jest, aby pamiętać, że tworzywa sztuczne pochłaniają pewną ilość wilgoci atmosferycznej, która może przechodzić w parę wodną podczas topienia tworzyw sztucznych i powodować powstawanie pęcherzy i niejednorodności wydruku a nawet spowodować zakleszczenie głowicy drukarki FDM. Oznacza to, że ważne jest, aby wszystkie stosowane filamenty drukarskie nie zawierały wilgoci. Właściwości polimerów termoplastycznych stosowanych do druku 3D FDM.Polimery termoplastyczne posiadają właściwości, które mogą przyczynić się do tego, jak dobrze drukuje się część oraz wpływają one na jakość drukowanych części. Podstawowe właściwości polimerów stosowanych do produkcji filamentów dla druku 3D, obejmują:
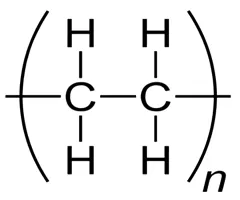
Temperatura topnienia (Tm) określa temperaturę, w której musi znajdować się wytłaczarka drukarki 3D, aby wydrukować stopiony filament.Temperatura zeszklenia (Tg) wraz z współczynnikiem rozszerzalności cieplnej (CTE) odnoszą się do tego, ile naprężeń termicznych powstaje podczas drukowania.Odporność na rozpuszczalniki, wytrzymałość i ciągliwość są również ważnymi właściwościami. Wszystkie te właściwości są funkcją chemii polimeru i mikrostruktury polimeru. Na wytrzymałość i ciągliwość drukowanej części ma również bezpośredni wpływ chemia i mikrostruktura polimeru, z którego jest wyprodukowany filament.Ogólny przegląd chemii i mikrostruktury, aby zrozumieć różnice między polimerami stosowanymi jako filamenty do druku 3D FDM:Polimery składają się z monomerów, podstawowych jednostek chemicznych, które można powtarzać setki do tysięcy razy, tworząc długie łańcuchy molekularne, które są określane jako makrocząsteczki. Podstawowa jednostka chemiczna nazywana jest jednostką powtórzeń, a liczba powtórzeń w łańcuchu jest znana jako stopień polimeryzacji. Przykłady powtarzających się jednostek monomerów .
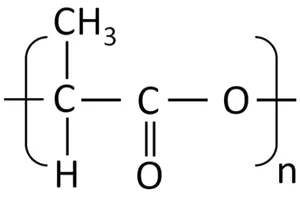
Rysunek 2: Powtarzalne jednostki monomeru dla kwasu polimlekowego (PLA). Pod względem chemicznym czynnikami, które mogą wpływać na te właściwości, są chemia szkieletu powtarzalnych jednostek, grupy wiszące i polaryzacja wiązań. Grupy wiszące odnoszą się do grup chemicznych, które zwisają z głównego szkieletu węglowego w polimerze, takim jak grupa CH3 w PLA pokazana na rysunku 2. Duże grupy wiszące ułatwiają splątanie łańcuchów polimerowych, co ogranicza ruch łańcuchów polimerowych, podnosząc wartość temperatury Tg i Tm. Ma również tendencję do wzmacniania i usztywniania polimerów. Polimery bez pierścieni aromatycznych w szkielecie (alifatyczne) wydają się być bardziej elastyczne i mają wysokie wydłużenie przed złamaniem. Pierścienie aromatyczne w szkielecie polimerowym mają tendencję do zwiększania wytrzymałości, sztywności i temperatury (Tg) polimeru, ale zmniejszają ilość wydłużenia przed pęknięciem. Pierścienie aromatyczne poprawiają również właściwości palne polimeru, ale są podatne na degradację pod wpływem promieniowania ultrafioletowego (UV).
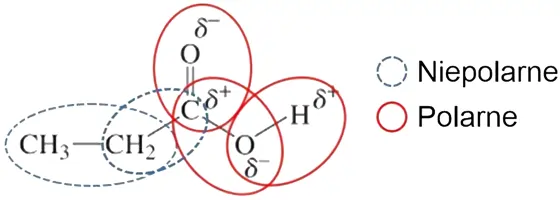
Rysunek 4: Powtarzalne jednostki dla kevlaru (aromatycznego). Wiązania polarne i niepolarne .Polarność wynika z różnicy elektroujemności atomów tworzących grupę w makrocząsteczce. Jej skutkiem jest powstanie momentu dipolowego, skutkiem polarności lub jej braku są różnice w strukturze i właściwościach makroskopowych np. polimery niepolarne wykazują właściwości hydrofobowe. Wiązania polarne wpływają na polimery na kilka sposobów. Im więcej wiązań polarnych jest obecnych w powtarzalnej jednostce, tym bardziej prawdopodobne jest, że polimer wchłonie wodę, co może negatywnie wpłynąć na proces druku FDM. Grupy polarne wpływają również na odporność polimeru na rozpuszczalniki. Polimery z większą liczbą grup polarnych są bardziej podatne na rozpuszczanie się w polarnych rozpuszczalnikach.W polimerach polarnych siły spójności międzycząsteczkowej są wyraźnie silniejsze. W druku FDM jednym ze sposobów tworzenia usuwalnej struktury podporowej jest drukowanie filamentem rozpuszczalnym w rozpuszczalniku, który nie wpływa na materiał filamentu drukowanej części. Grupy polarne mają również potencjał do uczestniczenia w wiązaniu dipolowym lub wodorowym, silnej formie metody wiązania wtórnego, która może zwiększyć wytrzymałość polimeru poprzez krystalizację. Polimery polarne.
Polimery niepolarne.
Struktura polimerów stosowanych do wytwarzania filamentów do druku 3D.Polimery termoplastyczne, z których wytwarzane są filamenty mogą wykazywać dwa rodzaje mikrostruktur, amorficzne i krystaliczne. Amorficzne struktury nie mają możliwej do zidentyfikowania kolejności rozmieszczenia łańcuchów polimerowych. Polimery często wykazują kombinację regionów amorficznych i krystalicznych. Struktura amorficzna / krystaliczna jest kontrolowana przez wiele czynników, takich jak powtarzalność jednostkowa, masa cząsteczkowa, parametry przetwarzania. Pod względem właściwości regiony amorficzne są bardziej mobilne i elastyczne oraz dają polimerowi zwiększoną zdolność do wydłużania. Obszary krystaliczne nadają polimerowi większą wytrzymałość, sztywność, gęstość i odporność na rozpuszczalniki, ale obniżają jego maksymalne wydłużenie i przezroczystość optyczną. Postać amorficzna - statystycznie bezładny sposób wzajemnego ułożenia makrocząsteczek; mała gęstość upakowania, siły oddziaływań wewnątrzcząsteczkowych i międzycząsteczkowych bliskiego zasięgu, znaczne objętości swobodnePostać krystaliczna - uporządkowany i regularny sposób ułożenia większości merów i segmentów makrocząsteczek; duża gęstość upakowania, stopień uporządkowania i siły oddziaływań wewnątrzcząsteczkowych i międzycząsteczkowych dalekiego zasięgu, małe objętości swobodne. Zawartość fazy krystalicznej oraz szybkość krystalizacji zależna jest od szybkości chłodzenia polimeru.Powszechnie stosowane tworzywa sztuczne do wytwarzania filamentów dla druku 3D w technilogii FDM.Aby materiał można było wykorzystać do drukowania FDM, musi on być w stanie przepływać na docelowe miejsce drukowanej części w kontrolowany sposób, a następnie połączyć sie z poprzednią warstwą i zestalić się. Tworzywa termoplastyczne są idealne do tego zastosowania. Jednak pożądane mogą być różne właściwości końcowe, takie jak różne sztywności i elastyczność, istnieją pewne właściwości materiałow stosowanych do druku 3D FDM, które mają optymalne zakresy do celów produkcyjnych takie jak:.
Tworzywa sztuczne powszechnie stosowane do produkcji filamentów i ich właściwości, które są szczególnie ważne dla wydajności druku 3D:
Kwas polimlekowy, jest jednym z najczęsciej stosowanych materiałów (filamentów) stosowanym do druku 3D FDM. Jest najlepiej znany jako biodegradowalny polimer wytwarzany ze źródeł odnawialnych, takich jak skrobia kukurydziana. Ponieważ kwas mlekowy jest naturalnie wytwarzany i usuwany przez organizm ludzki, niektóre gatunki PLA są stosowane do implantów medycznych, które mają z czasem nieszkodliwie rozkładać się i być zastępowane przez rosnącą tkankę. Produkcja kwasu mlekowego przez syntezę chemiczną wytwarza równe części enancjomerów prawoskrętnych i lewoskrętnych, więc kwas poli-DL mlekowy (PDLLA) wytworzony z obu monomerów jest dostępny ale jest mniej biodegradowalny i nie jest zatwierdzony do stosowania w implantach medycznych. Największe zalety PLA w druku FDM po jego biodegradowalności to fakt, że nie wytwarza toksycznych gazów podczas topienia, a więc może być drukowany bez systemu wentylacji, a także niska temperatura zeszklenia. Większość filamentów PLA mięknie w temperaturze zeszklenia 60-65 °C, gdzie materiał nagle traci sztywność, ale nie zmienia jeszcze faz. Może to stanowić problem w częściach, które muszą pozostać sztywne w ogrzewanych środowiskach, ale oznacza to również, że wytłaczany PLA ma więcej czasu na uwolnienie wszelkich naprężeń wewnętrznych podczas chłodzenia. Oznacza to, że części drukowane z filamentu PLA mogą być często drukowane w nieogrzewanej atmosferze bez ogrzewanej płyty podporowej i bez specjalnych klejów. Jednak PLA nie jest ogólnie uważany za dobry materiał konstrukcyjny ze względu na niską udarność i niską stabilność temperaturową w porównaniu z innymi tworzywami sztucznymi FDM. PLA topi się w temperaturze około 175 °C, ale płynie i jest wytłaczany w temperaturze około 215 °C. PLA ma szkielet alifatyczny z polarnymi wiązaniami węgiel-tlen, co pozwala mu tworzyć strukturę półkrystaliczną. Struktura krystaliczna i grupa wisząca metylu (CH3) nadają polimerowi wytrzymałość, ale także sprawiają, że jest on kruchy. Wiązania polarne w PLA mogą sprawić, że będzie on podatny na absorpcję wody, co może powodować problemy, ponieważ woda może częściowo rozkładać PLA, powodując, że staje się jeszcze bardziej kruchy.
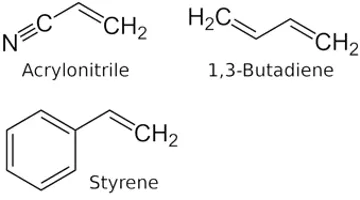
Akrylonitryl-butadien-styren jest powszechnie stosowanym filamentem do drukowania 3D. Istnieją różne gatunki tego tworzywa sztucznego, podobnie jak w przypadku wszystkich innych tworzyw sztucznych, tworzywa charakteryzują różne stopnie polimeryzacji i krystaliczności, różnice w rozkładzie długości łańcucha oraz dodane plastyfikatory i barwniki. ABS jest szczególnie zmienny ze względu na fakt, że trzy monomery użyte do jego produkcji mogą być dodawane w różnych proporcjach i na różnych etapach produkcji, co daje zarówno mieszanki, jak i kopolimery oznaczone jako ABS. Forma ABS używana do drukowania filamentu jest bardzo podobna do tej stosowanej w częściach formowanych wtryskowo, takich jak np. klocki Lego. ABS wytwarza toksyczne gazy podczas topnienia, wytwarzając przy tym wyraźny zapach. ABS jest powszechnie stosowany ze względu na swoje dobre właściwości reologiczne, które sprawiają, że w druku 3D daje stosunkowo gładkie powierzchnie drukowanych części . Główną wadą ABS dla powszechnego użytkowania w druku 3D FDM jest wysoka temperatura zeszklenia, która powoduje, że zachowuje wewnętrzne naprężenia skurczu termicznego na początku drukowania i często wypacza się i odkleja od płyty podporowej. Środki zaradcze to stosowanie podgrzewanej płyty podporowej, ogrzewanej komory drukarki 3D oraz stosowanie klejów chemicznych na płycie podporowej. Większość filamentów ABS dla druku 3D jest wytłaczana w temperaturze około 220 °C, z podwyższoną temperaturą płyty podporowej. Ciekawa mieszanka właściwości ABS pochodzi właściwośc trzech składników. ABS ma amorficzną strukturę dzięki dużej grupie wiszącej polistyrenu, która również zwiększa sztywność poprzez splątania. Gumowy butadien nadaje materiałowi wytrzymałość, a akrylonitryl zwiększa odporność na ciepło i degradację poprzez czynniki środowiskowe.
Rysunek 7: Monomery akrylonitrylu, butadienu i styrenu.
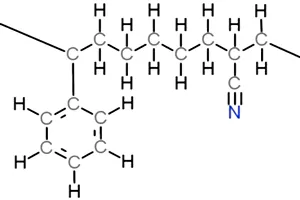
Rysunek 8: Możliwy układ monomerów akrylonitrylu, butadienu i styrenu połączonych jako ABS.
Polistyren wysokoudarowy (HIPS) jako filament nadaje się do druku 3D FDM. Głównym zastosowaniem HIPS jest tworzenie struktur podporowych mających kontakt z drukowanym obiektem. Dzieje się tak dlatego, że można go rozpuścić w rozpuszczalnikach, które nie wpływają na ABS. Jest zbudowany z monomerów styrenu i butadienu, nadających elastyczność dla lepszej odporności na uderzenia niż zwykły polistyren. Jest to dobra strategia, ponieważ chłodzenie po wydrukowaniu powoduje, że materiały o różnych współczynnikach rozszerzalności cieplnej naturalnie próbują się rozdzielić mechanicznie. HIPS można rozpuścić w wielu rozpuszczalnikach, w szczególności, takich jak d-limonen. Istnieją również biodegradowalne kombinacje rozpuszczalników, które rozkładają HIPS do postaci, która może być rozcieńczona i obsługiwana przez zwykłe stacje uzdatniania wody. HIPS najlepiej rozpuszczać w ciepłej cyrkulacyjnej kąpieli rozpuszczalnikowej. Polistyreny, takie jak HIPS, są bardzo szybko rozpuszczane przez aceton. Złom HIPS w dużym stopniu nadaje się do recyklingu, w przeciwieństwie do pianek polistyrenowych. HIPS jest wytłaczany w temperaturze około 225 °C w FDM. Pod wieloma względami struktura i właściwości systemu HIPS są podobne do systemu ABS, ponieważ mają dwa takie same składniki. Jak jednak wspomniano, odporność na rozpuszczalniki HIPS jest inna, ponieważ nie zawiera akrylonitrylu.
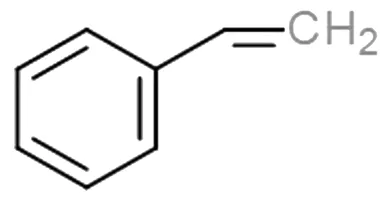
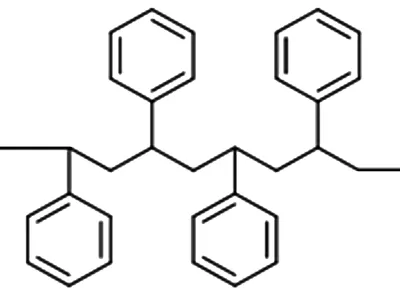
Rysunek 10: Odcinek łańcucha polistyrenowego.
Termoplastyczny poliuretan jest jednym z przykładów elastycznego materiału stosowanego na filament do druku 3D FDM. TPU jest kopolimerem blokowym zbudowanym z długich niepolarnych regionów, które łatwo przesuwają się obok siebie, dając mu elastyczność, oraz krótkich regionów polarnych, które krystalizują, zachowując ustaloną strukturę. Rezultatem jest materiał, który łatwo odkształca się i wydłuża pod ciśnieniem w temperaturze pokojowej, przesuwając łańcuchy niepolarne, ale powraca do preferowanego kształtu, o ile obszary krystaliczne pozostają nienaruszone. TPU należy dod polimerów wysokoelastycznych, które w szerokim zakresie temperatur zachowują się jak materiały wysokoelastyczne, tzn. przy niewielkich naprężeniach ulegają dużym i szybko odwracalnym odkształceniom. Odkształcenia mogą osiągać rzęd kilkuset procent. To zachowanie regionów molekularnych, które się przesuwają, ale pozostają zorganizowane przez regiony, które się nie przesuwają, jest niezbędne do stworzenia elastomerowego, elastycznego materiału na filament. W istocie materiał TPU tworzy sprężynę molekularną. TPU jest powszechnie stosowany, ponieważ jest wytwarzany w gatunku, który topi się w temperaturach około 230 ° C, a także dlatego, że jest odporny na ścieranie i rozpuszczalniki, takie jak chemikalia ropopochodne. Oznacza to, że TPU można drukować w różnych elastycznych kształtach, takich jak uszczelki, które muszą być odporne na degradację. Istnieją elastyczne materiały dla druku 3D FDM inne niż TPU.
Rysunek 11: Monomery TPU i struktura powtórzeń, gdzie R i R prim wskazują regiony, których skład chemiczny zmienia się w zależności od wyborów producenta.
Politereftalan etylenu jest powszechnie uznanym polimerem stosowanym wdo wytwarzania butelek na napoje i tkanin. Dzięki powszechnemu zastosowaniu jest wytwarzany w wielu formach i łatwo poddawany recyklingowi. PET może tworzyć wysoce skrystalizowaną strukturę, ale kryształy rosną powoli, więc gdy PET jest szybko chłodzony, staje się amorficzny i wydaje się przezroczysty. W rezultacie części drukowane za pomocą drukarek 3D FDM są zwykle dość jasne. Wydruk wykonany z filamentu PET można łatwo wygładzić acetonem. Pet jest osłabiany przez węglowodory, takie jak benzyna i jest rozpuszczany przez aceton. Bardzo wysoka odporność PET na absorpcję wilgoci ułatwia przechowywanie FDM nawet w wilgotnych warunkach i może być wytłaczany w normalnym zakresie temperatur FDM około 230 °C.
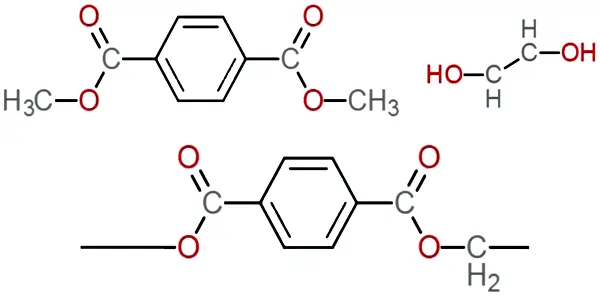
Rysunek 12: PET monomery i structura powtórzeń.
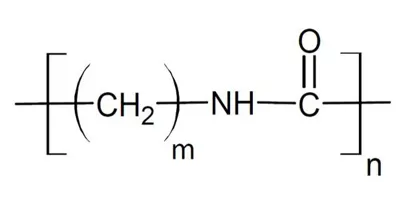
Nylony (poliamidy) są kopolimerami, które zawierają wiązania amidowe −C(O)−NH- w swoich łańcuchach głównych. Wykazują bardzo silną tendencję do krystalizacji, dodatkowo wzmacnianą tworzeniem się wiązań wodorowych między atomem tlenu i azotu z dwóch różnych grup amidowych. Oznacza to, że wszystkie nylony mają strukturę wykonaną z tego, co znajduje się w środku cząsteczek monomeru, plus grupy amidowe - (C = O) - (NH)-. Ponieważ cokolwiek znajduje się między każdym zestawem tych wiązań, jest zmienne, nylon jest nazwą rodziny tworzyw sztucznych o bardzo różnych właściwościach fizycznych i chemicznych. Różnorodne właściwości poliamidów (nylonów) sprawiają, że są one atrakcyjne dla produkcji filamentów dla druku 3D. Te pożądane właściwości to jego wysoka wytrzymałość, elastyczność w zginaniu i sztywność w rozciąganiu, odporność na zmęczenie, odporność na ciepło i zużycie oraz silna przyczepność między warstwami. Jednak nylon może się wypaczać podczas drukowania ze względu na wysoki współczynnik rozszerzalności cieplnej, szybko absorbuje wodę z atmosfery dzięki polarnej grupie amidowej i jest zwykle droższy niż inne materiały do drukowania 3D. Aby uzyskać najlepsze rezultaty w druku 3D, nylony należy wysuszyć przed drukowaniem, aby usunąć wchłoniętą wodę. Nylony są na ogół odporne na rozpuszczalniki, takie jak benzyna, aceton i benzen, ale ulegają degradacji pod wpływem kwasów. Nylon jest wytłaczany w wysokich temperaturach, od 240 °C do 270 °C w zależności od konkretnej formuły polimeru. Nylony na ogół mają wysoki stopień krystaliczności ze względu na alifatyczny szkielet i polarne grupy amidowe. Wytrzymałość i wysoką temperaturę obróbki nylonu można w dużej mierze przypisać wysoce krystalicznej strukturze. Stosunkowo niska temperatura Tg wskazuje, że regiony amorficzne mają dobrą mobilność. Pomaga to nylonowi wykazywać elastyczność oprócz jego wytrzymałości wynikającej z regionów krystalicznych.
Rysunek 13: Monomery nylonu, struktura powtórzeń i tradycyjnie zapisana reakcja polimeryzacji.
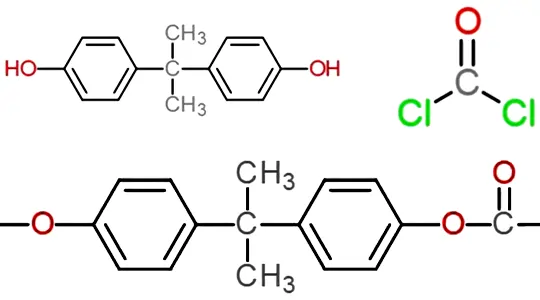
Poliwęglany są technicznymi tworzywami sztucznymi z grupą estrów węglanowych w łańcuchu. Większość poliwęglanowych tworzyw sztucznych to poliwęglan bisfenolu A. Jest to wersja używana w druku 3D ponieważ jest to specyficzna formuła polimeru z tylko jedną zdefiniowaną jednostką powtórzeń. Można oczekiwać, że poliwęglan (PC) będzie różnił się właściwościami głównie w zależności od długości syntetyzowanych łańcuchów. PC jest używany do produkcji filamentów dla druku 3D ze względu na wysoką wytrzymałość i bardzo wysoką przyczepność między warstwami. Poliwęglan (PC) ma wysoką odporność na uderzenia, wysoką wytrzymałość, zdolność do plastycznego odkształcenia przed pęknięciem, stabilność w wysokiej temperaturze, gładką drukowaną teksturę i wysoką przejrzystość optyczną. PC nie zaczyna mięknąć do temperatury ok 147 ° C i jest wytłaczany w temperaturze ok 315 ° C. Wady drukowania 3D obejmują wysokie temperatury wytłaczania, trudności w przyleganiu do płyty podporowej. Poliwęglan łatwo się zarysowuje i dlatego istnieje ryzyko uszkodzenia wydrukowanej części. Aceton ożywia poliwęglan bez rozpuszczania co jest wykorzystywane do nadania ładnego wyglądu wydrukowanej części. PC jest rozpuszczalny przez chemikalia naftowe, takie jak benzyna i nafta, oraz wiele chemikaliów z pierścieniami benzenowymi i składnikami chloru, ale jest odporny na większość kwasów. Poliwęglan ma wysoce amorficzną mikrostrukturę dzięki grupom wiszącym i pierścieniom aromatycznym, które sprawiają, że kręgosłup polimeru jest bardzo sztywny. Funkcje te są również odpowiedzialne za wysoką wytrzymałość poliwęglanu (PC), przejrzystość optyczną oraz wysokie temperatury Tg i temperatury przetwarzania. PC będzie początkowo przezroczysty, ale z czasem żółknie od promieniowania UV, które atakuje pierścienie aromatyczne.
Kompozytowy filament drukarski - wypełnienie matrycy z tworzywa sztucznego.Jednym ze sposobów uzyskania interesujących właściwości filamentów do drukowania części w technologii 3D FDM jest wytłaczanie materiału kompozytowego. Obecnie najczęstszym sposobem na zrobienie tego za pomocą pojedynczej głowicy drukującej jest drukowanie za pomocą filamentu PLA, który zawiera pewną frakcję włókien lub cząstek, które są w stanie przepływać razem ze stopioną matrycą z tworzywa sztucznego. Ponieważ wprowadza to kolejną warstwę złożoności do możliwości zachowania materiału, należy zachować ostrożność, oraz postępować zgodnie z wytycznymi producenta filamentu. Zmiany pojawią się nie tylko w długości łańcucha i składzie PLA lub innej zastosowanej matrycy, ale także w składzie chemicznym, kształcie, wielkości i ilości cząstek materiału wypełniającego. Oznacza to, że zakres zachowania materiałów jest wykładniczo większy niż w przypadku prostszych kombinacji materiałów. Dostępne są filamenty kompozytowe zawierające włókno drzewne, cząstki ceramiczne, cząstki mosiądzu, krótkie włókna węglowe, przewodzącą elektrycznie sadzę, stal nierdzewną i inne. Włókna węglowe są na tyle twarde i ścierne, że mogą erodować wnętrze dyszy wytłaczarki podczas drukowania, powoli zwiększając efektywną średnicę dyszy i zmieniając profil wytłaczanych warstw. Materiały wypełniające są zazwyczaj wytłaczane w temperaturze komponentu matrycy, ale ciepło może również wpływać na materiał wypełniający. W przypadku wypełnień z włókna drzewnego temperatura wytłaczania może zmienić wygląd włókien poprzez ich wypalenie, tworząc gradienty cieniowania dla uzyskania estetycznych rezultatów. Należy oczekiwać, że obiekty kompozytowe będą miały sztywność gdzieś pomiędzy sztywnością matrycy a sztywnością włókien lub cząstkek napełnienia, sztywność będzie zmieniać się podczas ogrzewania. Na przykład obiekt wykonany z PLA z cząstkami mosiądzu zacznie mięknąć w temperaturze około 65°C znamiennej dla PLA, ale będzie wymagał więcej energii do odkształcenia z powodu odporności cząstek mosiądzu na przesunięcie w matrycy PLA. Obiekt wydrukowany w 3D, który normalnie jest podatny na ścieranie, może stać się odporny po tym, jak ścieranie odsłoni twarde cząstki na jego powierzchni. Wpłynie to również pozytywnie lub negatywnie na przewodność elektryczną i cieplną, pojemność cieplną i odporność na różne formy degradacji. Ważne jest, aby wziąć pod uwagę wszystkie właściwości materiałów, które wpływają na właściwości określonej części podczas drukowania 3D. Definicje właściwości polimerów używanych do druku oraz parametrów drukarki 3D FDM.
Polimer (z języka greckiego πολυμερές - poly znaczy „wiele”, mer znaczy „część”) jest to związek zbudowany z wielu cząstek (wielkocząsteczkowy) powstający w procesie polimeryzacji. w którym małe cząsteczki (monomery) reagują ze sobą i łączą się w długie makrocząsteczki podobne do łańcucha lub sieci. Wszystkie cząsteczki monomeru mogą być takie same lub mogą reprezentować dwa, trzy lub więcej różnych związków chemicznych. Często wiele tysięcy jednostek monomeru jest włączonych w pojedynczą cząsteczkę polimeru. Zwykle należy połączyć co najmniej 100 cząsteczek monomeru, aby uzyskać produkt, który ma pewne unikalne właściwości fizyczne, takie jak elastyczność, wysoka wytrzymałość na rozciąganie czy zdolność do tworzenia włókien. Te właściwości mechaniczne odróżniają polimery od substancji złożonych z mniejszych i prostszych cząsteczek. Również tworzenie stabilnych kowalencyjnych wiązań chemicznych między monomerami odróżnia polimeryzację od innych procesów, takich jak krystalizacja.
Kopolimer to polimer, którego łańcuch zawiera dwa lub więcej merów. Polimer, który zawiera tylko jeden rodzaj merów nazywany jest homopolimerem.
Mer - najmniejsza powtarzająca się jednostka, która całkowicie opisuje strukturę chemiczną polimeru
Monomer to związek małocząsteczkowy - surowiec wyjściowy do syntezy polimeru. Monomery możemy podzielić na trzy grupy: Monomery winylowe - pochodne etylenu, w którym jeden lub więcej atomów wodoru zostało zastąpionych innymi podstawnikami. Cechą charakterystyczną jest występowanie podwójnego wiązania węgiel-węgiel. Monomery wielofunkcyjne - zawierają dwa wiązania podwójne lub co najmniej dwie grupy funkcyjne. Monomery cykliczne z heteroatomami.
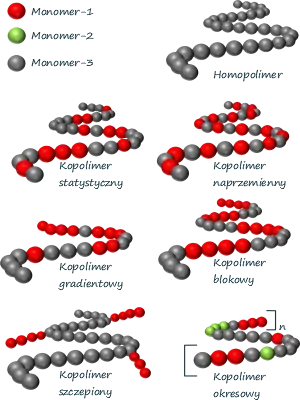
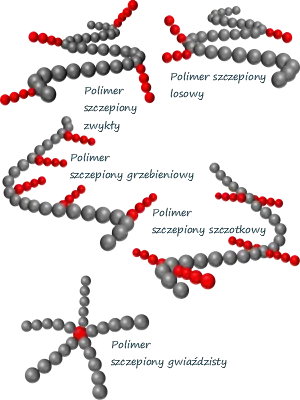
Tworzywo sztuczne - to materiał, którego głównym składnikiem jest polimer. Oprócz polimeru w skład tworzywa wchodzą składniki pomocnicze, które mają na celu poprawę własności mechanicznych, technologicznych czy użytkowych. Podział polimerów ze względu na liczbę rodzajów monomerów.W tej klasyfikacji wyróżnia się:
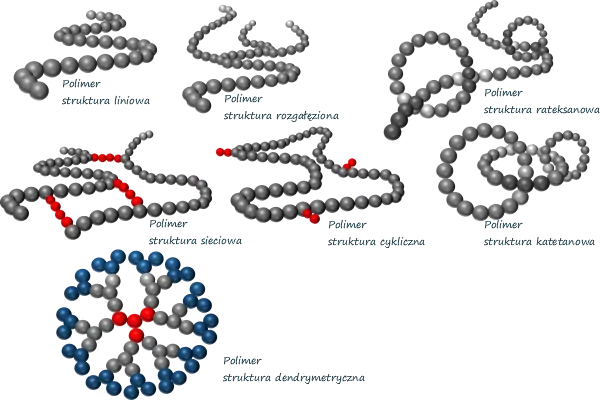
Rysunek 15 Podział polimerów ze względu na liczbę rodzajów monomerów oraz polimery szczepione. Podział polimerów ze względu na strukturę łańcucha polimerowego.W tej klasyfikacji wyróżnia się: Polimery liniowe które w swej strukturze zawierają długie i proste (bez rozgałęzień) łańcuchy (np. polietylen wysokiej i ultrawysokiej gęstości, polichlorek winylu, politetraflouroetylen). Polimery o rozgałęzionym łańcuchu, których łańcuchy liniowe zawierają rozgałęzienia (np. polietylen o niskiej gęstości). Rozgałęzienia polimerów są wynikiem zastąpienia atomów wodoru wysycających szkielet polimeru podstawnikami, czyli cząsteczkami, będącymi innymi krótkimi lub długimi łańcuchami polimerowymi. Na właściwości tych polimerów wpływa głównie ilość rozgałęzień, które prowadzą do polimerów o luźniejszym upakowaniu, a tym samym o mniejszej gęstości. W przeciwieństwie do liniowych polimerów, polimery cykliczne mają strukturę podobną do pierścienia, w której grupy końcowe łańcucha nie występują. Ze względu na budowę polimery te wykazują unikalny zestaw właściwości w porównaniu z makrocząsteczkami liniowymi lub rozgałęzionymi, np. wykazują zmniejszoną objętość hydrodynamiczną i wolniejszy profil degradacji, wysoką temperaturę zeszklenia (Tg), niską lepkość, zwiększoną stabilność chemiczną, czy skłonność do samoorganizacji. W tej klasyfikacji wyróżnić można także:
Polimery katetanowe i rateksanowe mają niewielki udział w ogromnej grupie polimerów liniowych, rozgałęzionych i usieciowanych.
Rysunek 16 Podział polimerów ze względu na strukturę łańcucha polimerowego. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:

.webp)
.webp)
.webp)


 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook