
Dozowniki grawimetryczne Movacolor.Dozowanie dodatków, barwników, masterbatchu, proszków lub składników płynnych jest ważnym elementem konfiguracji procesu wytłaczania. W zastosowaniach laboratoryjnych i pilotażowych wpływa na powtarzalność receptury, stabilność prób, ograniczenie strat materiału oraz jakość końcowego tworzywa, mieszanki lub kompozytu. Dozownik grawimetryczny i wolumetryczny w procesie wytłaczaniaDobór systemu dozowania powinien wynikać z konfiguracji całego stanowiska wytłaczarskiego, rodzaju przetwarzanego materiału oraz celu procesu. Innego podejścia wymaga stabilne dozowanie masterbatchu do układu jednoślimakowego, innego compoundowanie w wytłaczarce dwuślimakowej, a jeszcze innego produkcja filamentu, w której skład materiału musi być powiązany z kontrolą średnicy, chłodzenia, odciągu i nawijania. Dozowniki grawimetryczne i wolumetryczne mogą wyglądać podobnie, ponieważ oba typy układów służą do podawania dodatków in-line do głównego strumienia materiału zasilającego wytłaczarkę. Oba systemy mogą być wyposażone w lej zasypowy, sterownik, silnik krokowy oraz cylinder dozujący lub podajnik ślimakowy. Różnica dotyczy jednak sposobu kontroli dawki. Dozowanie grawimetryczne bazuje na pomiarze masy, natomiast dozowanie wolumetryczne na objętości materiału podawanej przy zadanej prędkości elementu dozującego. Silniki krokowe stosowane w systemach Movacolor pracują w zakresie od 0,1 do 200 obr./min, co pozwala precyzyjnie ustawiać prędkość dozowania. Cylindry dozujące Movacolor zostały zaprojektowane tak, aby składnik był podawany liniowo, w możliwie płynnym strumieniu, bez pulsacji utrudniających utrzymanie stałej receptury. Dozowanie grawimetryczne a dozowanie wolumetryczneNajważniejsza różnica między dozownikiem grawimetrycznym i wolumetrycznym dotyczy sposobu pomiaru ilości materiału. Dozownik grawimetryczny, określany również jako system typu loss-in-weight, mierzy ubytek masy materiału w czasie i automatycznie koryguje pracę silnika dozującego. Dozownik wolumetryczny dozuje materiał według ustalonej objętości, prędkości obrotowej i czasu pracy elementu dozującego. W praktyce oznacza to, że system grawimetryczny lepiej kompensuje zmiany gęstości nasypowej, wahań przepływu, granulacji materiału lub sposobu jego układania się w leju zasypowym. System wolumetryczny może być prostszy i tańszy w zakupie, ale przy zmianie materiału lub jego właściwości wymaga ponownej kalibracji. Dozowanie grawimetryczne — kontrola masy i samokorekta procesuDozowanie grawimetryczne jest metodą stosowaną w przemyśle tworzyw sztucznych wszędzie tam, gdzie istotne znaczenie ma precyzyjne odmierzanie dodatków, barwników, proszków, masterbatchu lub innych składników receptury. System mierzy masę materiału i na tej podstawie reguluje prędkość dozowania. Dzięki temu możliwe jest utrzymanie bardziej powtarzalnego składu mieszanki niż w przypadku układów opartych wyłącznie na pomiarze objętości. W systemach typu loss-in-weight sterownik porównuje rzeczywisty ubytek masy materiału w leju z wartością zadaną i na bieżąco koryguje pracę elementu dozującego. Taka pętla sprzężenia zwrotnego ma szczególne znaczenie przy drogich dodatkach, proszkach, materiałach o zmiennej gęstości nasypowej oraz recepturach, w których niewielkie odchylenie dawki wpływa na kolor, właściwości mechaniczne, przewodnictwo, uniepalnienie lub inne parametry końcowego tworzywa. Proces dozowania grawimetrycznego obejmuje zwykle trzy podstawowe etapy:
Najważniejsze zalety dozowania grawimetrycznego:
Dozownik grawimetryczny jest zwykle droższy od układu wolumetrycznego, ale w procesach wymagających dokładnej receptury, stosowania kosztownych dodatków lub dokumentowania jakości produkcji może zapewnić korzystniejszy bilans ekonomiczny w dłuższym okresie. Dozowanie wolumetryczne — prostszy układ dla mniej krytycznych aplikacjiDozownik wolumetryczny dostarcza do procesu określoną objętość materiału w ustalonym czasie. Dawkowanie odbywa się na podstawie prędkości obrotowej narzędzia dozującego oraz czasu jego pracy. System nie mierzy bezpośrednio masy podawanego materiału, dlatego jego dokładność zależy od stabilności właściwości surowca, poprawnej kalibracji i niezmiennych warunków pracy. W przypadku materiałów o stabilnej gęstości nasypowej i mniej krytycznych wymaganiach jakościowych dozowanie wolumetryczne może być rozwiązaniem wystarczającym. Sprawdza się szczególnie tam, gdzie liczy się prostota układu, niższy koszt początkowy i łatwa obsługa. Trzeba jednak pamiętać, że zmiana rodzaju granulatu, proszku, masterbatchu lub dodatku płynnego może wymagać ponownej kalibracji. Proces dozowania wolumetrycznego obejmuje zwykle:
Najważniejsze zalety dozowania wolumetrycznego:
Ograniczenia dozowania wolumetrycznego:
Kiedy wybrać dozowanie grawimetryczne, a kiedy wolumetryczne?Dozowanie grawimetryczne warto wybrać wtedy, gdy istotna jest wysoka powtarzalność receptury, ograniczenie zużycia drogich dodatków, dokumentowanie parametrów procesu lub kompensacja zmiennych właściwości materiału. Dotyczy to zwłaszcza compoundingu, produkcji materiałów specjalistycznych, dozowania proszków, barwników, masterbatchu oraz układów, w których niewielkie odchylenie dawki może wpływać na właściwości końcowego tworzywa. Dozowanie wolumetryczne może być wystarczające w prostszych zastosowaniach, przy stabilnych materiałach i mniej krytycznych wymaganiach dotyczących składu. Jest rozwiązaniem korzystnym kosztowo na początku inwestycji, ale nie kompensuje automatycznie zmian gęstości, lepkości lub zachowania materiału w leju. Dlatego w dłuższej perspektywie system grawimetryczny może ograniczać straty surowców i poprawiać stabilność procesu. W przypadku wytłaczarek SiTech3D dobór systemu dozowania powinien być rozpatrywany razem z konfiguracją całej linii: typem wytłaczarki, sposobem zasilania, miejscem podania dodatku, zakładaną wydajnością, rodzajem materiału i wymaganym poziomem kontroli procesu. Dozowanie może wspierać zarówno wytłaczarki jednoślimakowe laboratoryjne, jak i wytłaczarki dwuślimakowe laboratoryjne wykorzystywane do compoundingu, mieszania formulacji i przetwórstwa materiałów wieloskładnikowych. Dobór dozownika do materiału i procesu wytłaczaniaDobór dozownika nie powinien wynikać wyłącznie z wymaganej wydajności. W praktyce równie ważne są właściwości materiału: gęstość nasypowa, granulacja, podatność na segregację, lepkość w przypadku cieczy, skłonność proszku do mostkowania, możliwość tworzenia kanałów przepływu oraz wrażliwość dodatku na ścieranie, wilgoć lub zmiany temperatury. Materiały łatwo płynące, takie jak granulaty, mikrogranulaty i część płatków, mogą być zwykle dozowane prostszymi układami ślimakowymi. Pigmenty, napełniacze mineralne, włókna, proszki spoiste lub dodatki o zmiennej gęstości nasypowej wymagają bardziej świadomego doboru geometrii elementu dozującego, wspomagania przepływu i sposobu integracji z wytłaczarką. Właśnie dlatego w aplikacjach wytłaczarskich system dozowania powinien być analizowany razem z układem uplastyczniającym, miejscem podania składnika, wymaganą dokładnością receptury i celem procesu. Innej konfiguracji wymaga barwienie materiału w układzie jednoślimakowym, innej compoundowanie w wytłaczarce dwuślimakowej, a jeszcze innej produkcja filamentu z dodatkami funkcjonalnymi. Dozowanie dodatków w układach dwuślimakowych i compoundinguW wytłaczarkach dwuślimakowych dozowanie dodatków ma szczególne znaczenie, ponieważ wpływa nie tylko na skład receptury, ale również na przebieg mieszania, dyspersję, odgazowanie i stabilność pracy sekcji procesowej. Dodatki mogą być podawane do leja głównego albo do dalszej części cylindra, na przykład przez port boczny lub podajnik boczny, jeżeli wymaga tego charakter materiału i etap procesu. Podanie składnika w odpowiedniej strefie cylindra pozwala ograniczyć degradację wrażliwych dodatków, poprawić dyspersję napełniaczy, rozdzielić etap uplastyczniania od etapu mieszania oraz lepiej kontrolować proces compoundingu. Dotyczy to między innymi pigmentów, proszków mineralnych, włókien, dodatków funkcjonalnych, stabilizatorów, środków uniepalniających i modyfikatorów właściwości mechanicznych. Dlatego przy doborze wytłaczarki dwuślimakowej laboratoryjnej warto określić nie tylko wymagany zakres temperatury, moment i konfigurację ślimaków, ale również sposób dozowania składników oraz miejsce ich wprowadzenia do układu procesowego. Optometryczne systemy dozowania dla bardzo małych dawekTechnologia dozowania optometrycznego została opracowana przez Movacolor z myślą o ultramałych, precyzyjnych produktach końcowych w mikrowtrysku i mikrowytłaczaniu. W takich procesach tolerancje są bardzo wąskie, a możliwości mieszania w małych układach uplastyczniających ograniczone. Z tego powodu często stosuje się wstępnie przygotowane mieszanki, które są kosztowne, szczególnie przy małych partiach produkcyjnych. System optometryczny umożliwia dozowanie bardzo małych ilości przedmieszki lub dodatku granulka po granulce. Pozwala to ograniczyć zużycie drogich mieszanek wstępnych i stosować standardowy materiał podstawowy z precyzyjnie dozowanym dodatkiem. Technologia dozowania optometrycznego a dozowanie grawimetryczneW przypadku ekstremalnie małych dawek klasyczne dozowanie grawimetryczne może napotykać ograniczenia związane z czasem reakcji układu sterowania i mechaniką dozownika. Przy bardzo niskiej masie pojedynczej dawki nawet niewielkie opóźnienie pomiaru może mieć znaczenie dla powtarzalności. Technologia optometryczna rozwiązuje ten problem przez optyczne wykrywanie i zliczanie granulek. Jak działa technologia dozowania optometrycznego?System wykorzystuje tarczę z małymi otworami, za którą wytwarzana jest próżnia. Tarcza obraca się i pobiera granulki przedmieszki. Czujnik optyczny wykrywa każdą granulkę, gdy blokuje ona sygnał czujnika. Dzięki temu oprogramowanie może zliczać dozowany materiał granulka po granulce i utrzymywać bardzo wysoką powtarzalność małych dawek. System dozowania płynówDozowanie cieczy może być trudniejsze niż dozowanie granulatów, ponieważ wydajność układu zależy od lepkości płynu, stabilności przepływu, ciśnienia oraz możliwości czystej obsługi bez rozlewania materiału. Movacolor opracował modułowy system dozowania cieczy oparty na jednym uniwersalnym silniku i dwóch podstawowych typach pomp: perystaltycznej oraz zębatej. Pozwala to dobrać konfigurację do częstotliwości zmiany koloru, wymaganej dokładności, ciśnienia i rodzaju płynu. Pompa perystaltycznaPompa perystaltyczna jest stosowana przede wszystkim w procesach, w których często zmienia się kolor lub dozowany składnik. Może pracować zarówno w układzie grawimetrycznym, jak i wolumetrycznym. Jej zaletą jest łatwe czyszczenie oraz możliwość szybkiej zmiany materiału, ponieważ ciecz kontaktuje się głównie z wężem pompy. Zalety pomp perystaltycznych:
Ograniczenia pomp perystaltycznych:
Połączenie pompy perystaltycznej z wagą grawimetryczną jest korzystne przy częstych zmianach koloru, ponieważ układ grawimetryczny automatycznie kompensuje zmiany wydajności pompy wynikające z lepkości cieczy, typu węża oraz jego zużycia. Pompa zębataPompa zębata jest zalecana w dłuższych seriach produkcyjnych oraz tam, gdzie wymagane jest wyższe ciśnienie lub bardzo stabilna wydajność. System dozowania cieczy z pompą zębatą może być dostępny w wersji grawimetrycznej i wolumetrycznej. Zalety pomp zębatych:
Ograniczenia pomp zębatych:
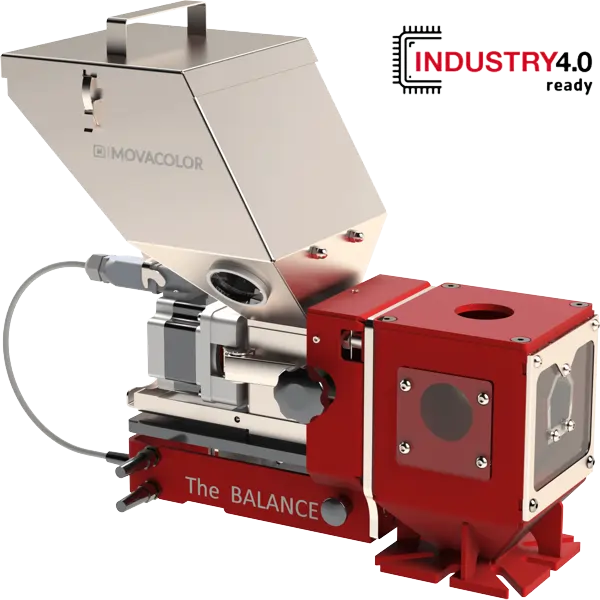
Wysokiej klasy dozowniki grawimetryczne znajdują zastosowanie w precyzyjnym dozowaniu suchych i swobodnie przesypujących się materiałów. Są wykorzystywane w procesach wtrysku, wytłaczania i rozdmuchu, gdy wymagana jest powtarzalność receptury oraz wysoka jakość produktu końcowego. W przypadku wytłaczarek SiTech3D system dozowania jest traktowany jako element konfiguracji całego stanowiska procesowego, a nie jako niezależny dodatek. Grawimetryczne dozowniki firmy MovacolorDozownik grawimetryczny MDS-BalanceMDS-Balance jest przeznaczony do dozowania granulatów barwników oraz innych składników w postaci granulatu, mikrogranulatu lub swobodnie płynących proszków. Dozownik łączy technologię grawimetryczną, pomiar ubytku masy, cylinder dozujący oraz silnik krokowy. Takie połączenie umożliwia dokładne dozowanie również w warunkach drgań występujących przy pracy linii technologicznej. Według producenta MDS-Balance wykorzystuje centralnie umieszczony czujnik wagowy oraz oprogramowanie Balance Technology, które mierzy ubytek masy materiału w leju i automatycznie koryguje prędkość podawania. Taka konstrukcja ma umożliwiać dokładne dozowanie inline również w obecności drgań maszyny produkcyjnej. Producent deklaruje możliwość osiągania dokładności dozowania do 0,05% w odpowiednio dobranej konfiguracji i warunkach pracy. W praktyce na rzeczywistą dokładność procesu wpływają również właściwości materiału, dobór elementu dozującego, sposób zasilania, stabilność przepływu i integracja z wytłaczarką. Elektroniczny filtr samoregulujący wspiera stabilność pomiaru i pomaga utrzymywać poprawny sygnał masy dozowanego dodatku. Dzięki temu system może automatycznie korygować prędkość dozowania i utrzymywać zadaną recepturę.
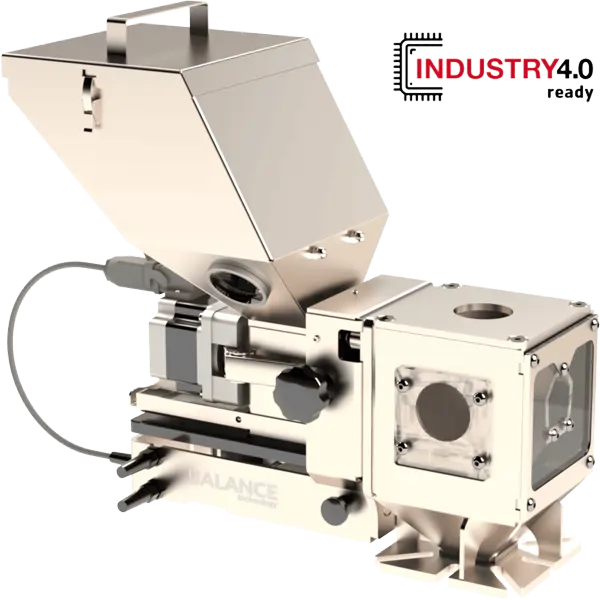
Rys. 1. Widok dozownika grawimetrycznego do granulatów i proszków MDS-Balance. Dozownik grawimetryczny MDS-Balance CleanroomMDS-Balance Cleanroom jest wersją dozownika wagowego przeznaczoną do zastosowań wymagających podwyższonej czystości procesu. Rozwiązanie zaprojektowano z myślą o dozowaniu granulatów polimerowych i proszków w środowiskach, w których istotna jest kontrola zanieczyszczeń, łatwość czyszczenia i zgodność materiałowa z wymaganiami aplikacji medycznych lub cleanroom. Wersja Cleanroom jest wyposażona w uszczelki jakości spożywczej, przeznaczone do większości zastosowań medycznych i pomieszczeń czystych. Urządzenie ma konstrukcję bezolejową, a elementy malowane proszkowo zastąpiono stalą nierdzewną. Kontroler nie ma zewnętrznej wentylacji, a urządzenie można czyścić alkoholem izopropylowym. Dozownik można łączyć z innymi urządzeniami i dostosowywać do wymagań konkretnego procesu produkcyjnego. Dostępne są również warianty do pomieszczeń czystych i zastosowań wysokotemperaturowych.
Rys. 2. Widok dozownika grawimetrycznego do granulatów i proszków MDS-Balance Cleanroom. Do dozownika grawimetrycznego MDS-Balance dobiera się system dozowania zależnie od zastosowania, rodzaju materiału i wymaganej wydajności. Poniższa tabela pokazuje zakresy wydajności dostępnych wariantów.
Uwaga * pomiar przy zastosowaniu normalnej przedmieszki w postaci granulek o ciężarze 0,8 kg/dm3.
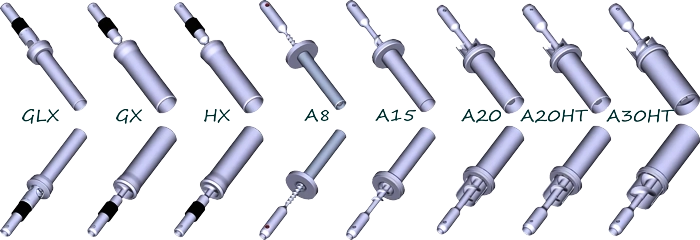
Rys. 3. Widok wymiennych tulei dozujących stosowanych do dozowników grawimetrycznych Movacolor MDS-Balance. Dozownik grawimetryczny MDS-PowderPrecyzyjne dozowanie proszków jest jednym z trudniejszych zadań w technologii dozowania, szczególnie wtedy, gdy materiał jest nieswobodnie płynący, ma tendencję do mostkowania lub musi być podawany w bardzo małych dawkach. Dodatki proszkowe bywają kosztowne i często silnie wpływają na właściwości końcowego tworzywa, dlatego wymagają dokładnego i stabilnego podawania. MDS-Powder jest przeznaczony do dozowania proszków w szerokim zakresie wydajności. System może dozować bardzo niskie dawki, od około 100 g/h, a także pracować przy znacznie wyższych wydajnościach, do około 40 kg/h. Mieszanie i stabilne podawanie proszku wspiera podwójna spirala oraz zasobnik wyposażony w mieszadło. Takie rozwiązanie ułatwia dozowanie trudnych proszków stosowanych jako dodatki do polimerów.
Rys. 4. Widok dozownika grawimetrycznego do proszków MDS-Balance Powder. Do dozownika MDS-Powder dobiera się system dozowania zależnie od zastosowania, charakteru proszku i wymaganej wydajności. Poniższa tabela pokazuje zakresy dostępnych wariantów.
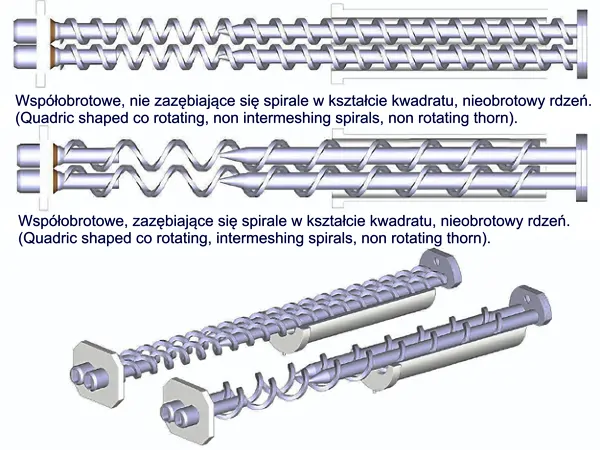
Rys. 5. Widok spiral dozujących proszki w dozownikach Movacolor MC-Powder.
Sterownik z ekranem dotykowym do kontroli dozownikówRosnące ceny materiałów i wyższe wymagania jakościowe powodują, że kontrola dozowania staje się ważnym elementem prowadzenia linii wytłaczania. Sterownik z kolorowym ekranem dotykowym o przekątnej 8 cali może być podłączony bezpośrednio do linii wytłaczania. Współpraca z wytłaczarkami może odbywać się za pomocą interfejsów analogowych oraz wybranych magistrali cyfrowych. Intuicyjny interfejs ułatwia operatorowi kontrolę dozowania, ograniczanie strat materiału oraz utrzymanie stabilnych parametrów procesu. Jest to szczególnie istotne przy drogich dodatkach, materiałach specjalistycznych i recepturach, w których zmiana dawki bezpośrednio wpływa na właściwości końcowego produktu.
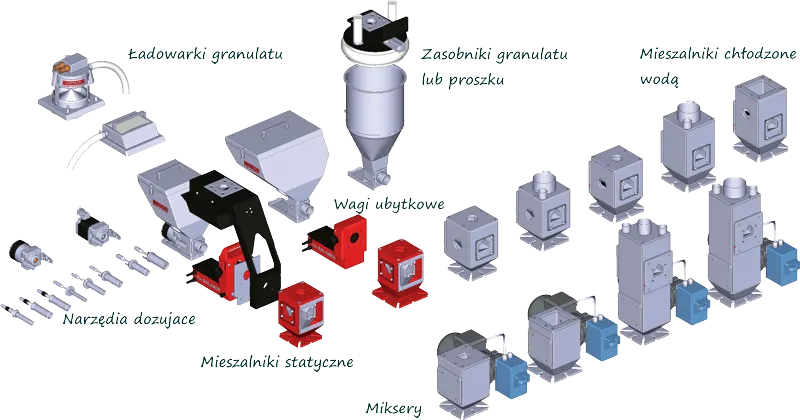
Rys. 6. Widok ekranu dotykowego sterownika dozowników firmy Movacolor. Modułowa konstrukcja systemu dozowania MovacolorSystemy dozowania Movacolor mają budowę modułową, co pozwala dobierać poszczególne elementy do rodzaju materiału, wydajności, sposobu podawania dodatku i wymagań konkretnego procesu. W praktyce znaczenie mają nie tylko sam dozownik i jego zakres pracy, ale również układ mocowania, rodzaj elementu dozującego, sposób mieszania, kontrola przepływu i integracja ze sterowaniem wytłaczarki.
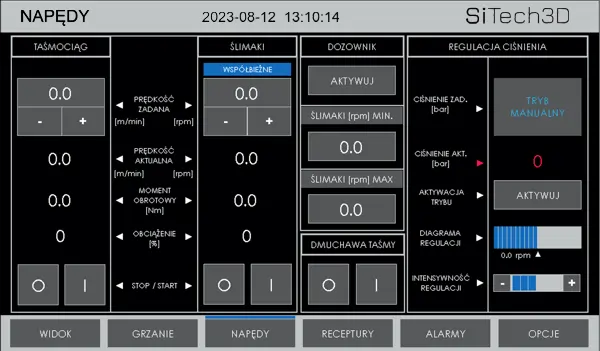
Rys. 7. Modułowa konstrukcja systemu dozowników grawimetrycznych i wolumetrycznych firmy Movacolor. Integracja wytłaczarek SiTech3D z dozownikami MovacolorSiTech3D dostarcza program, który ułatwia integrację układów sterowania wytłaczarek oraz linii do wytłaczania z dozownikami firmy Movacolor. Program pozwala określić charakterystykę pracy całego zespołu dozowników z jedną wytłaczarką lub z układem kilku urządzeń procesowych. Umożliwia synchronizację dozowania z wytłaczarkami jedno- i dwuślimakowymi o różnych wydajnościach — od małych wytłaczarek laboratoryjnych o średnicy ślimaka 12 mm po większe układy technologiczne. Takie podejście jest szczególnie ważne w procesach, w których dozowanie dodatku musi być skorelowane z wydajnością ekstrudera, prędkością ślimaka, przepływem stopu, pracą pompy stopionego polimeru lub parametrami całej linii. Integracja sterowania ogranicza ryzyko rozbieżności między wydajnością wytłaczarki i pracą układu dozowania.
Rys. 8. Widok ekranu sterowania wytłaczarki SiTech3D umożliwiającego synchronizację pracy z dozownikami grawimetrycznymi.
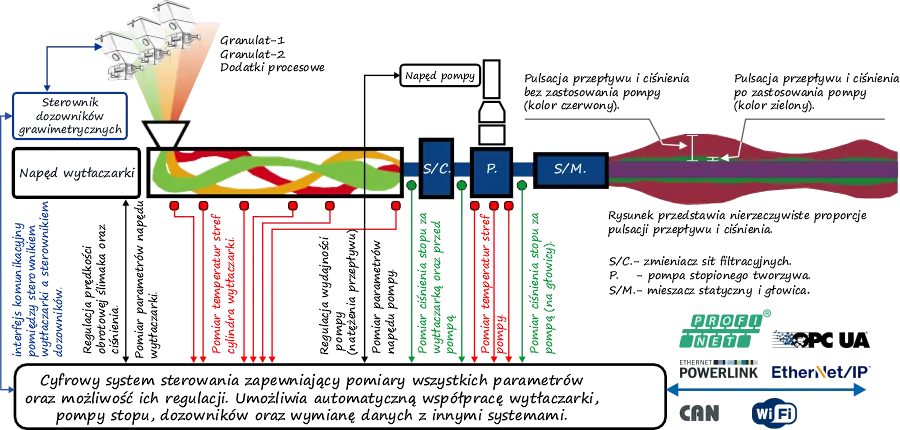
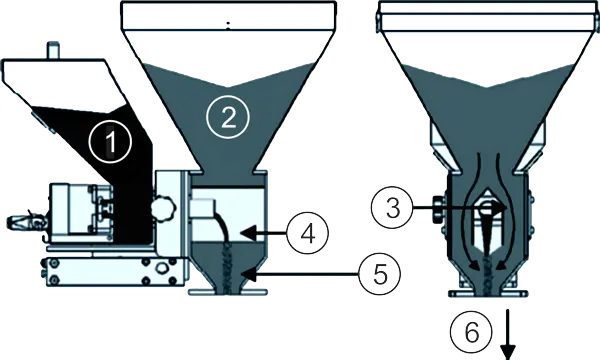
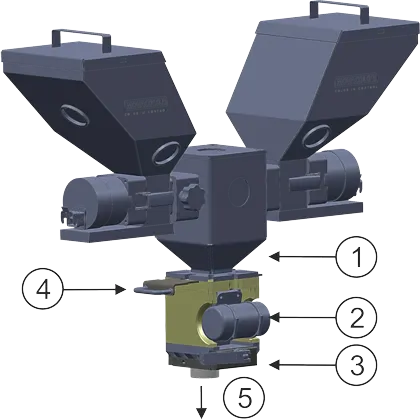
Rys. 9. Schemat sterowania wytłaczarką, komunikacji ze sterownikiem dozowników grawimetrycznych oraz pompą stopionego polimeru. Komora mieszacza statycznego NST40 do dozowników grawimetrycznych i wolumetrycznychSystem dozowania można rozbudować o komorę mieszającą NST40, która wspomaga wstępne wymieszanie materiału głównego z dodatkiem. W komorze tej materiał podstawowy jest rozdzielany na dwa strumienie przez płytę, pod którą znajduje się obrotowy cylinder dozujący dodatek. Taki sposób mieszania wstępnego pozwala równomierniej połączyć dodatek z tworzywem pierwotnym przed wejściem do strefy zasilania wytłaczarki. Rozwiązanie ogranicza ryzyko separacji materiału i nieregularnego dopływu dodatku do układu uplastyczniającego. Ma to znaczenie szczególnie przy dozowaniu masterbatchu, barwników, proszków i dodatków, których nierównomierne podawanie mogłoby powodować wahania składu lub właściwości materiału końcowego.
Rys. 10. Zasada działania komory mieszacza statycznego NST40.
Dlaczego proszki są trudniejsze w dozowaniu niż granulaty?Proszki i drobne materiały sypkie mogą zachowywać się w leju inaczej niż granulaty. W zależności od kształtu cząstek, wilgotności, elektrostatyki, gęstości nasypowej i tarcia o ścianki mogą płynąć nierównomiernie, tworzyć kanały przepływu albo mosty materiałowe nad wylotem. W takim przypadku układ sterowania może utrzymywać zadaną prędkość pracy dozownika, ale rzeczywisty dopływ materiału do wytłaczarki staje się niestabilny. W procesach wytłaczania przekłada się to na wahania składu receptury, zmienną dyspersję dodatków, problemy z kolorem, przewodnictwem, własnościami mechanicznymi lub innymi parametrami końcowego tworzywa. Dlatego przy proszkach ważne są nie tylko dokładność wagi i sterownika, ale także geometria leja, typ elementu dozującego, mieszadło, spirala, wibracja lub inny system wspomagania przepływu. Zapobieganie mostkowaniu materiałów sypkichWiele materiałów sypkich, zwłaszcza drobne proszki, ma charakter spoisty i nie wypływa równomiernie z leja zasypowego podczas podawania do wytłaczarki. Słabe właściwości płynięcia mogą prowadzić do tworzenia kanałów przepływu, osadzania się materiału na ścianach leja, a nawet powstawania mostów materiałowych. W takich warunkach rzeczywista wydajność dozowania spada, a w skrajnych przypadkach przepływ materiału może zostać zablokowany. Klasyczne mieszadła mogą ograniczać zapadanie się złoża i mostkowanie materiału, ale wymagają dodatkowej przestrzeni, wydłużają czyszczenie i mogą komplikować obsługę. Dlatego w systemach dozowania proszków i materiałów trudnych w podawaniu istotne znaczenie mają rozwiązania wspomagające przepływ bez pogorszenia dokładności ważenia. System SiFlow do wspomagania przepływu proszków i materiałów sypkichSystem SiFlow wspomaga przepływ materiałów sypkich przez wprowadzenie ściany leja zasypowego w delikatne drgania. W ten sposób aktywuje materiał znajdujący się w leju, ograniczając ryzyko mostkowania i tworzenia kanałów przepływu. Moduł SiFlow jest sterowany za pomocą sterownika PLC wytłaczarki i nie wymaga dodatkowych sterowników. Część leja wprawiana w drgania jest odizolowana mechanicznie od konstrukcji układu. Algorytmy filtrujące w czujnikach wagowych odfiltrowują drgania, dzięki czemu sygnał masy pozostaje stabilny. SiFlow pomaga eliminować problemy związane z mostkowaniem proszków, skraca czas czyszczenia i ułatwia zmianę produktu. System wspomagania przepływu proszków może być również elementem wyposażenia podajników bocznych, stosowanych w układach, w których materiał jest podawany do dalszych stref procesu.
Rys. 11. Mieszacz wibracyjny SiFlow oraz adapter mocowania systemu dozowników do wytłaczarek SiTech3D.
Rys. 12. Wytłaczarka SiTech3D z systemem dozowników grawimetrycznych. Dozowanie jako uzupełnienie wytłaczarek i linii SiTech3DW procesach realizowanych na wytłaczarkach SiTech3D system dozowania należy traktować jako część konfiguracji technologicznej. W układach jednoślimakowych dozowanie może służyć do stabilnego podawania masterbatchu, barwników, dodatków procesowych lub modyfikatorów właściwości tworzywa. W układach dwuślimakowych ma szczególne znaczenie przy compoundingu, podawaniu proszków, napełniaczy, włókien, dodatków funkcjonalnych oraz składników wymagających dozowania do określonej strefy procesu. W liniach do produkcji filamentów dozowanie wpływa na powtarzalność koloru, udział dodatków, stabilność formulacji i jakość końcowego włókna. Dlatego dobór dozownika powinien być analizowany razem z doborem wytłaczarki, układu chłodzenia, pomiaru średnicy, odciągu i nawijania. W zależności od procesu system dozowania może wspierać wytłaczarki laboratoryjne SiTech3D, wytłaczarki dwuślimakowe LE-2CC oraz linie do produkcji filamentów 3D. Opis dozowników przygotowano na podstawie materiałów własnych SiTech3D oraz materiałów producenta Movacolor, z poszanowaniem praw autorskich i praw własności przemysłowej. https://www.movacolor.com Powiązane rozwiązania SiTech3D:
|
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:

.webp)




 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook