
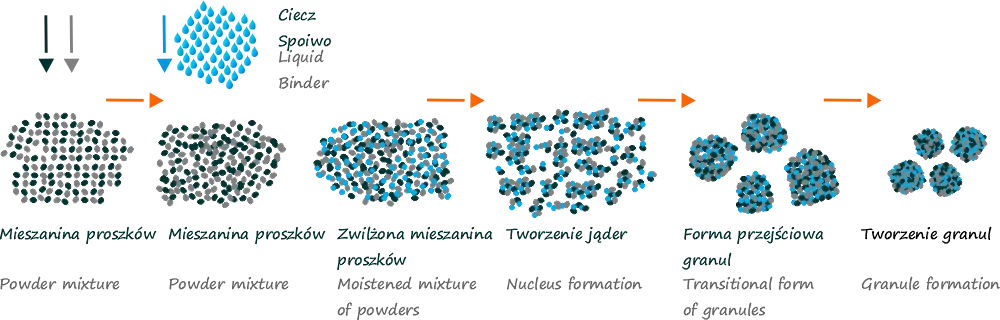
Granulacja farmaceutyczna w wytłaczarce dwuślimakowej.Granulacja dwuślimakowa to proces farmaceutyczny, który zyskuje coraz większe zainteresowanie przemysłu farmaceutycznego ze względu na swój potencjał w zakresie opracowywania nowych form dawkowania. Granulacja farmaceutyczna.Granulacja jest dobrze znaną techniką przetwarzania proszków, stosowaną w przemyśle farmaceutycznym do wytwarzania stałych form dawkowania. Termin ten jest używany do opisu przetwarzania proszków w celu zwiększenia cząstek oraz poprawy właściwości. Zazwyczaj granulacja jest procesem zwiększania wielkości cząstek o równomiernych zakresach rozkładu, od 0,2-0,5 mm, do około 1-3 mm. W zależności od ostatecznego rozmiaru cząstek, granulki są dalej przetwarzane z innymi substancjami pomocniczymi i wykorzystywane jako produkt pośredni przed kompresją w celu utworzenia tabletek lub do napełniania utwardzonych kapsułek żelatynowych. Granulat dobrej jakości nie rozsypuje się i nie wytwarza drobnych cząstek podczas przetwarzania. Proszki farmaceutyczne często mają nierównomierny rozkład wielkości cząstek, co prowadzi do segregacji podczas przechowywania, można zminimalizować to zjawisko i poprawić jednorodność zawartości poprzez granulację. Produkcja granulatu farmaceutycznego może być prowadzona na trzy sposoby: granulacja na sucho, mokro i topnienie na gorąco.Proces granulacji dwuślimakowej można podzielić na trzy typy w zależności od temperatury i wykorzystania spoiwa: granulacja dwuślimakowa na sucho TSDG (Twin-screw dry granulation), granulacja dwuślimakowa na mokro TSWG (Twin-screw wet granulation) i granulacja dwuślimakowa na gorąco w stopie TSMG (Twin-screw melt granulation). Wszystkie trzy rodzaje granulacji skutkują gęstymi granulkami o dobrej płynności, ściśliwości i jednorodności. Jednak właściwości końcowych granulek mogą się różnić w zależności od różnych czynników, takich jak te związane ze sprzętem, formulacją i parametrami dotyczącymi procesu. Wszystkie trzy rodzaje granulacji dwuślimakowej mogą być szeroko stosowane w różnych zastosowaniach farmaceutycznych. Granulacja farmaceutyczna na sucho.Obejmuje agregację pierwotnych proszków bez dodatku cieczy, pod wysokim ciśnieniem, aby ułatwić wiązanie cząstek przez bezpośredni kontakt, a następnie mielenie w celu uzyskania pożądanego rozmiaru. Ta metoda nadaje się do przetwarzania wrażliwych na wilgoć aktywnych składników farmaceutycznych API (Active Pharmaceutical Ingredient). Powszechnym podejściem do granulacji na sucho jest zagęszczanie wałkowe, w którym proszek jest podawany do dwóch przeciwbieżnych rolek, wytwarzających płaskie wstęgi zagęszczonego materiału. Jednak ta technika powoduje generację drobnych cząstek i wymaga użycia dużych sił do zagęszczania. To sprawia, że technologia ta nie nadaje się do produkcji niektórych leków, np. przetwarzanie bardzo silnych leków zwiększa ryzyko skażenia środowiska, a słabo ściśliwe substancje leku mogą powodować przywieranie do rolek. Granulacja farmaceutyczna na mokro.Zapewnia lepszą kontrolę jednorodności leku, poprawia płynność i zwiększa gęstość nasypową i porowatość. Lotny i nietoksyczny rozpuszczalnik można stosować do przetwarzania mieszanek proszków wrażliwych na wilgoć. Stosowanie roztworu wodnego jest powszechnym podejściem do tworzenia silnych wiązań między cząsteczkami, które je ze sobą łączą. Jednak, gdy woda paruje, proszki mogą pękać, dlatego należy tworzyć gęste masy o niskiej zawartości wody. Technologie granulacji na mokro zwykle obejmują stosowanie mieszalników o wysokim ścinaniu, które wytwarzają gęste i jednorodne granulki. Mechanizm tworzenia granulek wymaga adhezji cząstek do tworzenia aglomeratów i obejmuje trzy kluczowe etapy. Adhezja cząstek przebiega w etapach, jak pokazano na rysunku 1.
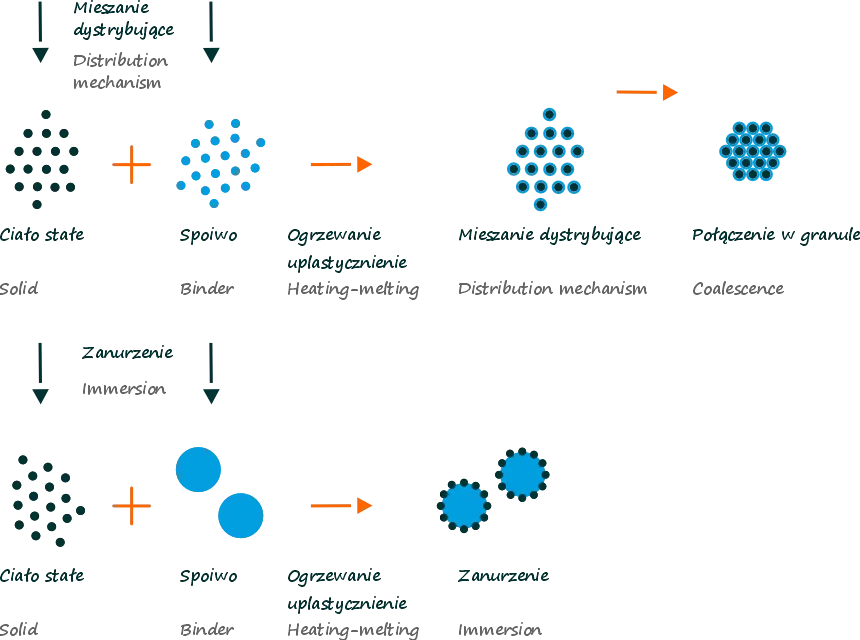
Rysunek 1. Schemat tworzenia się granulek w procesie granulacji na mokro. Proces obejmuje zwilżanie potem tworzenie jąder i wzrost granulek. Początkowo siły adhezji lub spójności zachodzą poprzez tworzenie cienkiej warstwy, co powoduje zmniejszenie odległości międzycząsteczkowej, a jednocześnie zwiększenie powierzchni kontaktu za pomocą sił van der Waalsa. Jest to stan, w którym woda jest rozprowadzana jako cienka warstwa wokół cząstek, utrzymując je razem. Stan przejściowy jest osiągany przez dalsze dodawanie cieczy granulującej, co prowadzi do tworzenia mocniejszych mostków cieczy poprzez wypełnienie przestrzeni międzycząsteczkowej. Granulacja na gorąco.W granulacji na gorąco roztwór spoiwa jest zastąpiony spoiwem topliwym. Topnienie w złożu fluidalnym lub wytłaczanie na gorąco, to technologie przetwarzania, które można skutecznie stosować, gdy spoiwo jest topione/zmiękczane w pobliżu lub powyżej swojej temperatury topnienia lub temperatury zeszklenia w celu uzyskania aglomeratów granulek. Zwykle temperatura topnienia spoiw waha się między 40-100 °C, a one albo topią się, albo stają się lepkie, a następnie zestalają się po schłodzeniu. W przeciwieństwie do granulacji na mokro i na sucho, granulacja na stopie oferuje kilka zalet w przetwarzaniu farmaceutycznych substancji czynnych. Granulacja na stopie z użyciem dwóch ślimaków jest przeprowadzana w wyższych temperaturach niż tradycyjna granulacja na stopie wsadowym, a jako spoiwa można stosować polimery termoplastyczne. Ma to wyraźną zaletę, biorąc pod uwagę ograniczoną liczbę tradycyjnych spoiw nadających się do stosowania w konwencjonalnych procesach granulacji. Proces granulacji na stopie z użyciem dwóch ślimaków jest również korzystny, ponieważ eliminuje potrzebę stosowania rozpuszczalników organicznych i wody, a jednocześnie jest opłacalny i przyjazny dla środowiska. Jako proces całkowicie bezwodny, granulacja na stopie z użyciem dwóch ślimaków nadaje się do leków, które ulegają hydrolizie lub degradacji w obecności wody, ale może nie nadaje się do niektórych nietrwałych termicznie API. Kokryształy w procesie wytłaczania na gorąco.HME jest również jedną z najwygodniejszych technik przygotowywania kokryształów i oferuje wydajne, jednorodne mieszanie stopionych składników w podgrzewanym cylindrze wytłaczarki bez udziału rozpuszczalnika. Ponadto technologia ta potencjalnie wytwarza wysokiej jakości kokryształy z efektywną krystalizacją API. Przygotowanie kokryształów jest jednym z obiecujących podejść do zwiększenia rozpuszczalności, a tym samym biodostępności słabo rozpuszczalnych leków. Ponadto kokryształy zmieniają właściwości fizykochemiczne, poprawiając stabilność i przepuszczalność oraz maskując gorzki smak substancji leczniczych bez znaczącego wpływu na ich aktywność farmakologiczną. Farmaceutyczny kokryształ można zdefiniować jako stechiometryczną substancję wieloskładnikową, w której przynajmniej jeden ze składników jest składnikiem aktywnym w połączeniu z koformerem. W przeciwieństwie do granulacji na mokro lub na sucho, w granulacji topliwej mechanizm wzrostu obejmuje dodatkowy mechanizm krystalizacji znany jako zanurzenie lub dystrybucja, jak pokazano poniżej.
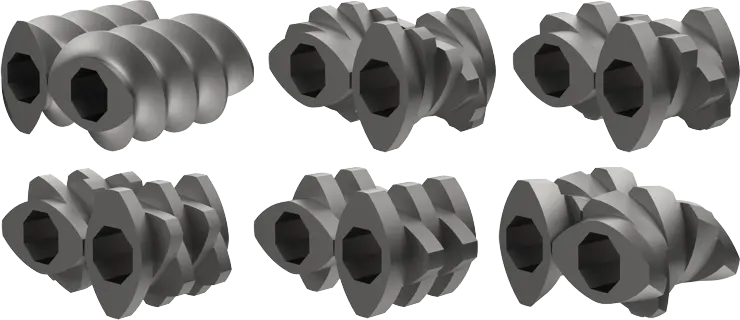
Rysunek 2. Mechanizm nukleacji granulacji stopionej Oprzyrządowanie granulatora dwuślimakowego (wytłaczarki).Sprzęt do granulacji ekstruzyjnej jest niemal identyczny z tym używanym do typowej ekstruzji na gorąco (HME) i składa się z wytłaczarki oraz urządzeń stanowiących wyposażenie. Wytłaczarki dwuślimakowe składają się z pary ślimaków, które obracają się w tym samym kierunku (współbieżnie) lub w przeciwnym kierunku (przeciwbieżnie). Zazwyczaj ślimak wytłaczarki charakteryzuje się stosunkiem długości do średnicy (L/D), który zwykle wynosi od 20:1 do 40:1. Ciepło niezbędne do stopienia lub połączenia materiału jest dostarczane przez grzałki elektryczne oraz przez siły ścinające pomiędzy obracającymi się ślimakami i ścianą cylindra. Proces granulacji ekstruzyjnej jest w pełni kontrolowany poprzez zastosowanie optymalnej temperatury, prędkości ślimaka i szybkości podawania. Technika ta ma potencjał kontrolowania i przetwarzania materiału przy określonych wymaganiach. Odpowiednia konfiguracja ślimaka umożliwia wytłaczarce mieszanie, rozcieranie i ugniatanie co odgrywa kluczową rolę w dyspersji API w matrycach nośnikowych. W wytłaczarkach dwuślimakowych ślimaki mogą obracać się w tym samym (współbieżnie) lub przeciwnym (przeciwbieżnie). Dwa ślimaki umieszczone są obok siebie w cylindrze i są zaprojektowane tak, aby kontrolować parametry robocze, takie jak poziom napełnienia materiałem, prędkość ślimaka, czas podawania i czas przebywania. Wytłaczarka przeciwbieżna.W wytłaczarce przeciwbieżnej ślimaki obracają się w cylindrze w przeciwnym kierunku. Ten typ wytłaczarki jest zwykle stosowany do materiałów delikatnych. Ślimaki przeciwbieżne zapewniają doskonałą dyspersję zmieszanych cząstek, jednak prowadzą również do zwiększonego uwięzienia powietrza oraz wytwarzają wysokie ciśnienia. Wytłaczarka współbieżna.W wytłaczarce współbieżnej ślimaki obracają się w tym samym kierunku i mają zaletę samooczyszczania. Ten typ wytłaczarki zapewnia doskonałą wydajność przy intensywnym mieszaniu i transportowaniu materiałów w trakcie procesu. Parametry procesowe wytłaczania farmaceutycznego.Budowa cylindra wytłaczarki.Budowa cylindra wytłaczarki dwuślimakowej ma duży wpływ na wygodę obsługi urządzenia. Temperatura cylindra wytłaczarki.Ogrzewanie każdej strefy cylindra jest równomiernie i dokładnie kontrolowane, dlatego proces można uruchomić, używając pojedynczej wartości temperatury lub profilu temperatury, w zależności od konkretnych wymagań procesu. Temperatura ma wpływ na przetwarzalność, ponieważ lepkość jest zależna od temperatury, a także wpływa na jakość produktu końcowego. Wahania temperatury wewnątrz cylindra wytłaczarki mogą łatwo osiągnąć wartość 70°C. Obecność długich stref mieszania zwykle zwiększa temperaturę utworzonych granulek. Wzrost temperatury w cylindrze może być również spowodowany różnym zwilżaniem przetwarzanych proszków. Na przykład nierównomierne zwilżanie ciał stałych może uniemożliwić wystarczające smarowanie, co prowadzi do zwiększonego ogrzewania na skutek tarcia i ścinania. Wytłaczarka farmaceutyczna powinna być wyposażona w precyzyjnie działające systemy regulacji i pomiaru temperatur. Projekt ślimaków wytłaczarki.Konfiguracja ślimaków jest projektowana na podstawie typu, liczby i kolejności faz, jakich dany materiał wymaga podczas przetwarzania. Na wejściu do wytłaczarki elementy transportowe ślimaków o dużym skoku zapewniają prawidłowe podawania proszku, ponieważ ich gęstość objętościowa jest niska. Konfiguracja ślimaków obejmuje elementy transportowe do dwóch trzecich długości ślimaka, a następnie strefę mieszania o wysokim ścinaniu. Odpowietrzanie podczas procesu wytłaczania jest czasami potrzebne w celu usunięcia uwięzionego powietrza lub wilgoci resztkowej z produktu końcowego. Odpowietrzanie wymaga spadku ciśnienia w tej części wytłaczarki, aby zapobiec wydostawaniu się materiału przez otwór. Uzyskuje się to poprzez zastosowanie elementów transportowych o dużym skoku w obszarze strefy odgazowania.
Konfiguracja ślimaka ma krytyczny wpływ na właściwości produktu, w którym niewystarczające mieszanie skutkuje niejednorodnymi mieszankami lub prowadzi do niepełnej konwersji lub reakcji produktu. Z drugiej strony, jeśli strefa mieszania jest zbyt długa i zapewnia zbyt duże ścinanie, czas przebywania i temperatura mogą się wydłużyć, co prowadzi do degradacji API. Zastosowanie elementów transportujących o różnych skokach lotu może mieć znaczący wpływ na wytłaczane granulki. Zwiększając skok lotu ślimaków, zwiększa się wydajność, a jednocześnie zmniejsza się ilość drobnych cząstek ze względu na większą objętość dostępną dla zwilżonej masy. Zastosowanie większego skoku lotu ułatwia tworzenie porowatych granulek, a zwiększona liczba elementów transportujących skutkuje większą wytrzymałością granulek. Obecność elementów transportujących tuż za strefą ugniatania odgrywa kluczową rolę, ponieważ minimalizuje tworzenie się dużych grudek, które mają tendencje do pękania. Ponadto elementy ugniatające odgrywają kluczową rolę ze względu na ich zdolność do wytwarzania zwartych granulek kompresyjnych. Prędkość podawania i prędkość ślimaka.Szybkość podawania jest jedną z najważniejszych zmiennych procesu i stwierdzono, że wpływa ona na wielkość cząstek, gęstość oraz wytrzymałość granulek. Wysokie szybkości podawania są związane ze zwiększonymi siłami ściskającymi, które odpowiadają większym, gęstym granulkom. W przypadku braku stref ugniatania wysokie szybkości podawania zwiększają tworzenie się drobnych cząstek, które są kruche i łatwo się łamią, podczas gdy rozkład cieczy w mieszance proszku jest nierównomierny. Chociaż granulacja dwuślimakowa jest stosunkowo nowym procesem w przemyśle farmaceutycznym, stanowi doskonały paradygmat przetwarzania farmaceutycznego, który łączy zasady monitorowania procesu w celu kontroli jakości, umożliwiając jednocześnie ciągłą produkcję. Elastyczność pod względem konfiguracji ślimaka, profili temperaturowych, miejsca podawania granulatu, wydajności produkcji i dalszego przetwarzania sprawia, że TSG jest korzystna w porównaniu z konwencjonalnymi procesami granulacji. TSG jest jednym z niewielu procesów farmaceutycznych, który udowodnił swój potencjał i przydatność do badań i komercjalizacji produktów. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:



 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook