
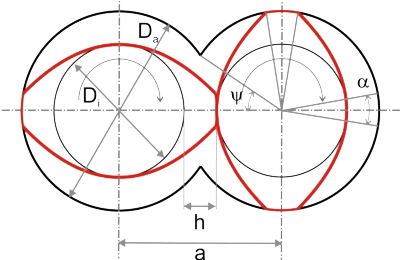
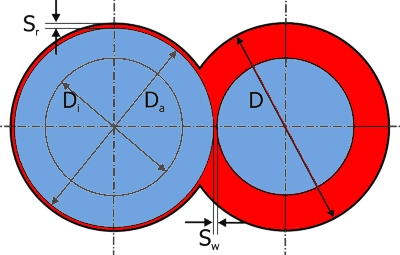
Wytłaczarki - Geometria ślimaków.Dla optymalnego wykorzystania równoległych lub stożkowych wytłaczarek bardzo ważna jest dogłębna wiedza na temat charakterystyki przetwarzania ślimaków plastyfikujących. Co więcej, na jakość produktu końcowego duży wpływ ma geometria ślimaka i konfiguracja. Zasady działania zazębiających się współbieżnych ślimaków wytłaczarek.Wytłaczarka to maszyna przetwórcza stosowana w przemyśle do kształtowania materiałów poprzez proces wytłaczania. Działa na zasadzie uplastyczniania surowca (np. granulatu lub proszku) w cylindrze grzewczym za pomocą obrotowego ślimaka (ślimaków), który transportuje i homogenizuje stopiony materiał, a następnie wyciska go przez dyszę formującą Przetwarzanie ekstruzyjne to wszechstronna technologia wykorzystywana w takich branżach jak guma, tworzywa sztuczne, metal, żywność, farmaceutyka i pasze. Sukces przetwarzania ekstruzyjnego leży w starannie zaprojektowanym profilu (konfiguracji) ślimaka lub ślimaków. Konfigurowanie projektowanie ślimaków do ekstruzji to połączenie nauki i doświadczenia. Profil ślimaka składa się z różnych elementów ślimaka skonfigurowanych razem na wale ślimaka. Układ tych elementów na wale zależy od procesu i materiału. Nie ma idealnego standardu projektowania profilu ślimaka, ponieważ każdy materiał wykazuje unikalne właściwości przepływu. Czynniki takie jak temperatura materiału, szybkość ścinania i geometria wytłaczarki wpływają na właściwości przepływu. W rezultacie trudno jest zaprojektować profil ślimaka, który zoptymalizuje przepływ dla wszystkich materiałów i konstrukcji wytłaczarki. Samoczyszcząca geometria podwójnego ślimaka opracowana przez Rudolfa Erdmengera jest pokazana na rysunku 1. Głównymi parametrami geometrycznymi używanymi do definiowania elementów śrubowych samooczyszczających się, są:
Oba ślimaki mają taką samą średnicę zewnętrzną (Da) i wewnętrzną (Di). W większości przypadków średnica cylindra (D) jest uważana za taką samą jak średnica zewnętrzna ślimaka. W praktyce występuje bardzo mały luz między ślimakami a ścianką cylindra, zwany luzem promieniowym. Luz ten pozwala uniknąć mechanicznego kontaktu zabieraków ze ścianką cylindra. Zapewnione są również odstępy między zabierakami w obszarze zazębiania się. Głównymi powodami zapewnienia tych luzów w elementach ślimaków są:
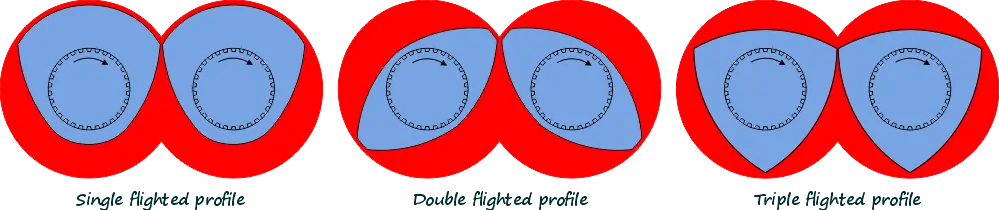
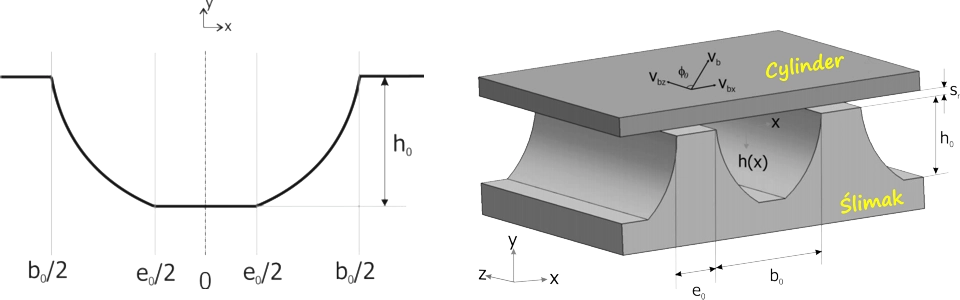
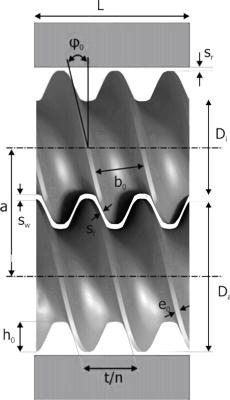
Przy podanych średnicach zewnętrznych i wewnętrznych można wyznaczyć maksymalną głębokość kanału (h) elementu śrubowego za pomocą zależności: h=(Da-Di) /2 Odległość (a) między osiami ślimaków, jest zdefiniowana przez producenta ekstrudera. Jest to czynnik decydujący o potencjale samooczyszczania wytłaczarki. W przypadku ścisłego zazębiania i właściwości samooczyszczania odległość między liniami środkowymi powinna być mniejsza niż zewnętrzna średnica ślimaków. Jeśli wartość odległości od osi jest nieznana, można ją określić za pomocą wzoru: a=Da/2+h+Di/2=Di+h=(Da+Di) /2 Głębokość kanału i pole przekroju poprzecznego kanału zmniejszają się wraz ze zmniejszaniem się odległości między osiami. Zdolność transportowa ślimaka zmniejsza się wraz ze wzrostem odległości. Element śrubowy może być jedno-, dwu- lub trzy zwojowy. Liczba końcówek (n) jest jednym z ważnych parametrów, odpowiedzialnym za wolną objętość i liczbę kanałów przepływowych (i). Liczba dostępnych kanałów przepływowych jest określona wzorem: i = 2 ∙ n − 1 Tutaj liczba 2 oznacza całkowitą liczbę. Na przykład element śrubowy z 3 końcówkami ma 5 kanałów przepływowych, a tym samym większą wolną objętość jak na rysunku 2.
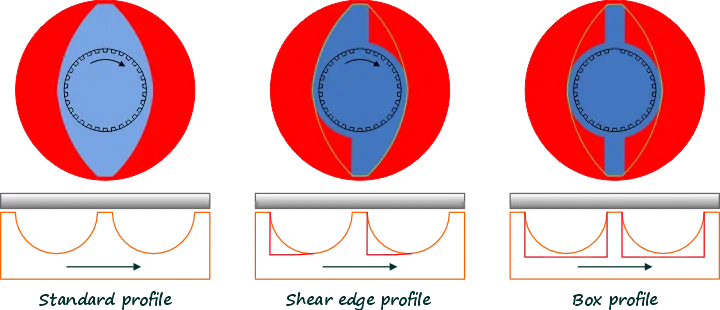
Przecięcie dwóch otworów cylindrycznych cylindra prowadzi do powstania kąta ψ zazębienia (patrz rysunek 1), który można określić na podstawie zewnętrznej średnicy i odległości od osi. ψ=arccos(a/Da) Różne profile kanałów śrubowych wytłaczarek.Samooczyszczający się profil kanału ślimakowego, może być modyfikowany na różne sposoby, aby uzyskać od 15 do 30% wzrostu wolnej objętości. W takich przypadkach modyfikacji poddaje się paraboliczny profil kanału i wykonuje się podcięcia zarówno w lotach aktywnych, jak i w lotach pasywnych. W przypadku stosowania takich zmodyfikowanych profili zdolność samooczyszczania elementów śrubowych ulega częściowemu pogorszeniu a w przypadku profilu prostokątnego nie jest możliwe samooczyszczanie. Ze względu na większą wolną objętość elementów ślimakowych z podcięciami, elementy te są stosowane w strefach zasilających i odpowietrzających.
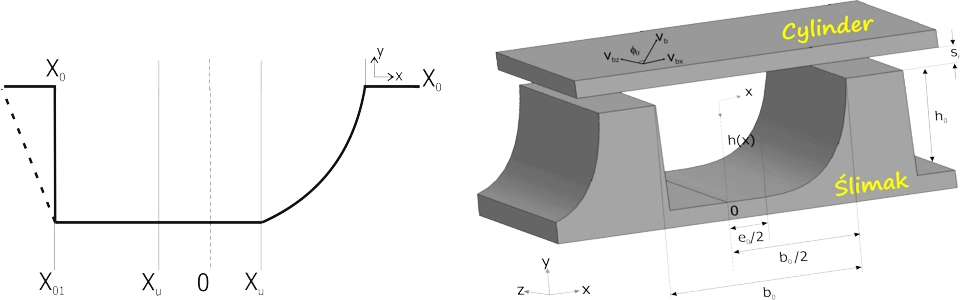
Rysunek 3: Elementy transportowe o różnych geometriach kanałów. Profil standardowy.Geometria profilu standardowego jest przedstawiona schematycznie na rysunku 4.
Profil z krawędzią ścinania i profilem parabolicznym.Profil krawędzi jest kombinacją profilu standardowego i prostokątnego.
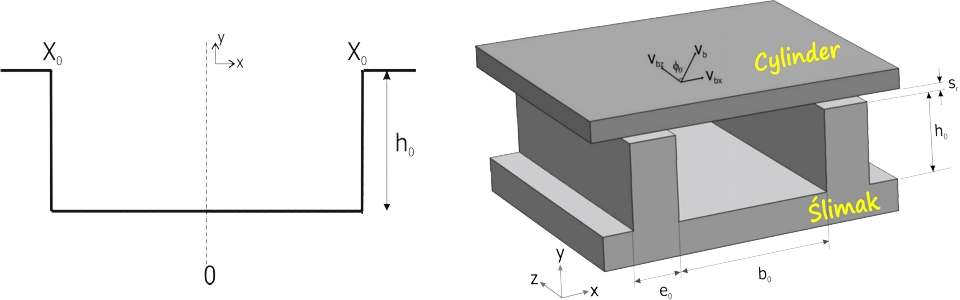
Rysunek 5: Geometria profilu z krawędzią ścinania i profilem parabolicznym. Profil z podwójną krawędzią ścinającą lub profil prostokątny.Profil kanału prostokątnego (rysunek 5) nie ma elementów profilu kanału parabolicznego, a głębokość kanału jest stała na całej szerokości. Prowadzi to do wzrostu wolumenu wolnej objętości kanału o około 30%. Główną zaletą zastosowania tego elementu ślimakowego jest zwiększenie wydajności transportu. Ale funkcja samooczyszczania elementu śrubowego nie jest możliwa.
Elementy ślimaków wytłaczarek dwuślimakowych.Głównym obszarem zastosowań współbieżnych, ściśle zazębiających się wytłaczarek dwuślimakowych jest mieszanie polimerów, ze względu na ich ogromną elastyczność i zmienność systemu dzięki modułowej konfiguracji ślimaka i cylindra. Kolejną zaletą w przypadku zużycia jest to, że poszczególne elementy ślimaka lub cylindra można wymienić zamiast wymieniać cały zespół plastyfikujący. To sprawia, że proces jest bardziej ekonomiczny. Konfiguracja elementów ślimakowych ma największe znaczenie dla jakości produktu końcowego i wydajności wytłaczarki. Rozwój elementów śrubowych rozpoczął się od standardowej geometrii samoczyszczącej. Nawet teraz ta geometria jest najczęściej używana. W oparciu o geometrię podstawową stale opracowywanych jest wiele nowych wariantów geometrii w celu usprawnienia procesu mieszania i wytłaczania. Elementy śrubowe można zasadniczo podzielić ze względu na ich przeznaczenie jako:
Element transportowy.Element transportowy i ugniatający mają identyczną geometrię przekroju poprzecznego i doskonale się łączą. W przypadku różnych przekrojów wymagany jest element przejściowy do łączenia elementów śrubowych o różnej liczbie końcówek lub geometrii przekroju poprzecznego.
Elementy transportowe można opisać charakterystycznymi parametrami, takimi jak.
Liczba lotów jest odpowiedzialna za dostępny wolny wolumen kanału. Elementy transportowe mogą być jedno-, dwu- lub trzylotowe (rysunek 2). Im więcej końcówek, tym większa jest dostępna wolna objętość, ale jednocześnie luz jest większy i dlatego nie są one całkowicie samoczyszczące. W praktyce najczęściej stosuje się elementy dwulotowe.
Elementy transportowe mogą mieć szeroki lub wąski skok zwoju w zależności od pozycji użytkowania. W sekcji karmienia zwykle stosuje się elementy transportowe o szerokim skoku ze względu na większą wolną objętość. W celu zwiększenia wydajności posuwu stosowane są również elementy transportowe o modyfikowanych profilach. Gęstość nasypowa materiału jest ważnym czynnikiem decydującym o długości skoku. Optymalny skok ślimaka w sekcji karmienia wynosi od 1 do 2D. Wąska podziałka skoku służy do wytwarzania ciśnienia i zapewnienia uszczelnienia przez stop. Przeważnie wąska podziałka skoku jest stosowana w strefie narastania ciśnienia i w strefie topnienia. Zbyt mały skok prowadzi do mniejszego przenoszenia, a element śrubowy działa jak opór dla przepływu. Skok określa stopień wypełnienia elementu śrubowego. Kierunek podziałki określa, czy element transportowy przenosi stopiony materiał w kierunku dodatnim, czy też ma efekt pompowania wstecznego. Głównymi cechami elementu transportowego są: ograniczone mieszanie i krótki czas przebywania. Wsteczny element transportowy.
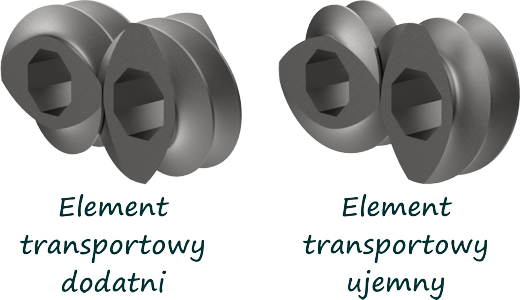
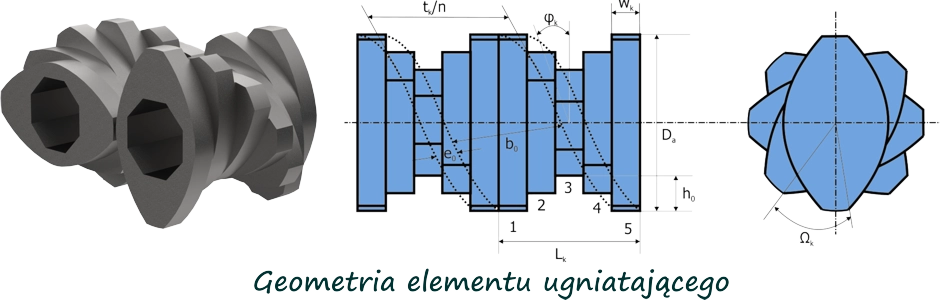
Rysunek 10. Dodatnie i ujemne elementy ślimaka transportowego. Główną różnicą między normalnym transportem a odwrotnym elementem transportowym jest kierunek skoku zwojów. Elementy transportowe do tyłu są stosowane jako ograniczenia przepływu głównie w celu zwiększenia stopnia napełnienia poprzedzających elementów ślimakowych. Aby stop mógł przepływać przez odwrotny element transportowy, wymagane jest wysokie ciśnienie. Przepływ ciśnienia niezbędny do pokonania oporu elementu transportującego do tyłu wynika z sumy transportu stopu i przepływu objętościowego. Elementy te są również otwarte osiowo, gdy wytłaczarka nie pracuje, podczas pracy wypełniają elementy poprzedzające i pomagają oddzielić różne strefy przetwarzania za pomocą korka stopionego polimeru. Opis geometryczny elementu transportowego skierowanego do tyłu jest taki sam jak elementu transportowego, z wyjątkiem kąta nachylenia zwojów. Elementy pompujące do tyłu mogą być stosowane w strefach topnienia i mieszania lub w strefach, w których wymagany jest większy stopień napełnienia. Element ugniatający.Elementy ugniatające są zasadniczo używane do topienia polimerów, mieszania i dyspergowania wypełniaczy w matrycy polimerowej. Geometria przekroju poprzecznego elementu ugniatającego jest taka sama jak elementu transportowego. Innymi ważnymi parametrami opisującymi geometrię elementu bloku ugniatającego są:
Standardowe elementy do ugniatania są rozmieszczone symetrycznie, a kształt i położenie dwóch powierzchni elementu są identyczne jak w przypadku elementów transportowych. W ten sposób liczba tarcz i ich kąt nachylenia są od siebie zależne. Aby uzyskać dobre mieszanie dyspersyjne, wymagane jest większe ścinanie, a osiąga się to poprzez wybór odpowiedniej grubości bloków tarczy do ugniatania. Rysunek 11 przedstawia dodatnie elementy transportowe do ugniatania o kącie naprzemiennym 30° i 7 oraz na schemacie 45° i 5 tarczach do ugniatania. Element bloku ugniatającego można uznać za standardowy element transportowy. Kąt nachylenia φk bloku ugniatającego jest określony przez następującą zależność: φk = arctan (tk/ (Pi x Da)). gdzie długość podziałki tk jest podana jako: tk = (2 x Pi x Lk) / (Ωk x Jk) Pozostałe parametry geometryczne można określić w taki sam sposób, jak dla elementów transportowych.
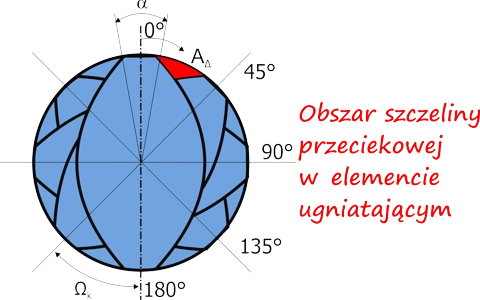
Rysunek 12: Elementy ugniatające o różnym kącie naprzemienności. Im większy kąt pomiędzy tarczami, tym bardziej osiowo otwarty jest element ugniatający i tym bardziej miesza w kierunku osiowym. Jednak wadą dużego kąta naprzemiennego jest zmniejszona wydajność transportu z powodu większego przepływu przez nieszczelności. Tak więc w przypadku większego kąta naprzemiennego należy wziąć pod uwagę przepływ przecieku przez szczeliny między tarczami (A∆), jak pokazano na rysunku 13.
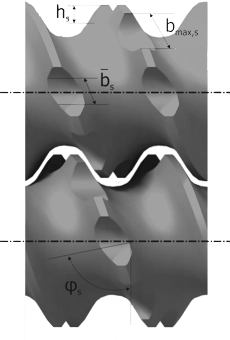
Rysunek 13: Obszar szczeliny przeciekowej w elemencie bloku ugniatającego. Blok do ugniatania o kącie naprzemiennym 90° jest elementem, który nie zapewnia transportu i jest neutralny. W tym elemencie ugniatającym transport stopu odbywa się tylko pod wpływem ciśnienia, które tworzy gradient ciśnienia. Ten element jest bardzo dobry do mieszania i homogenizacji stopu. Dostępne są również elementy do ugniatania o ujemnym kącie naprzemiennym, które działają jako ogranicznik przepływu lub element transportowy do tyłu. Elementy mieszające.Elementy mieszające są stosowane głównie w celu poprawy dystrybucyjnego mieszania wypełniaczy w osnowie polimerowej. Elementy mieszające na ogół nie są samoczyszczące. Elementy mieszające zapewniające transport.Ślimakowe elementy mieszające to standardowe elementy transportowe, które posiadają profil samoczyszczący. Jedyna różnica polega na tym, że zwoje są przeplatane szczelinami transportowymi do tyłu lub do przodu równoległymi do osi (rysunek 14). Przerwane zwoje ślimakowe poprawiają mieszanie wsteczne i umożliwiają mieszanie między sąsiednimi kanałami ślimakowymi poprzez zwiększony przepływ przeciekowy. Te specjalne transportowe elementy mieszające są najczęściej stosowane w strefach, w których stopień napełnienia wynosi 1 na przykład przed elementem pompującym do tyłu.
Geometria tego specjalnego elementu transportowego mieszającego może być podana w podobny sposób, jak w przypadku standardowych elementów transportowych. Dodatkowe parametry geometryczne potrzebne do opisania geometrii szczelin to:
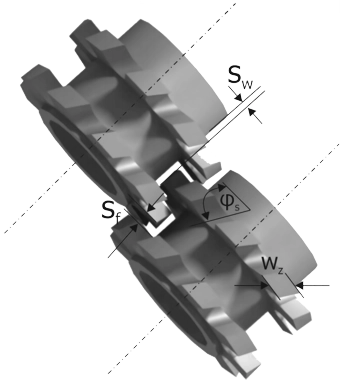
Aby uprościć model, szczeliny są traktowane jako proste prostokątne szczeliny o średniej szerokości i wysokości szczeliny. Elementy mieszające zębate.Te elementy mieszające są pierścieniami bez podziałki skoku o tej samej średnicy zewnętrznej co średnica zewnętrzna ślimaka i mają wiele szczelin na obwodzie. Kąt szczeliny odpowiada za kierunek przenoszenia. Elementy o kącie szczeliny od 0 ° do 90 ° zapewniają transport przenoszone dodatni, od 0 ° do -90 ° zapewniają transport ujemny, a kąt 90 ° jest neutralny dla transportu.
Elementy te nie są samoczyszczące i różnią się geometrycznie liczbą zębów, liczbą rzędów zębów, szerokością zębów, kierunkiem skoku itp. Podobnie jak w przypadku transportowych elementów mieszających, szczeliny w elementach mieszających zębów kół zębatych są traktowane jako prosta geometria prostokątna. Geometrię elementu mieszającego zębatego można zdefiniować jako:
Specjalny element ścinający – pierścień blistrowy.Pierścienie blistrowe (rysunek 16) są używane jako element ograniczający w celu zablokowania przepływu stopu na całym przekroju, a tym samym zwiększenia stopnia wypełnienia w elementach znajdujących się przed nim. Geometria elementu blistrowego jest bardzo podobna do elementu mieszającego zębatego, z wyjątkiem zębów lub szczelin obecnych w elemencie zębatym. Element tworzą tarcze walcowe o określonej grubości tarczy i posiadające niewielki luz pomiędzy elementem a cylindrem. Pierścień jest zamontowany na wale pośrednim, podobnie jak zębate elementy mieszające.
Rysunek 16: Elementy pierścienia blistrowego. Wytłaczarki - Przykładowa geometria (konfiguracja ślimaków wytłaczarki.
Rysunek 17: Przykładowa geometria (konfiguracja) ślimaków wytłaczarki, zawiera elementy transportowe o różnym skoku zwojów, ugniatające oraz transportu wstecznego.
|
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:








 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook