
Przetwarzanie tworzyw sztucznych metodą wytłaczaniaWytłaczanie tworzyw termoplastycznych i ich kompozytów jest jedną z podstawowych technologii przetwórstwa polimerów. W przypadku SiTech3D szczególne znaczenie ma ono między innymi w produkcji filamentów do drukarek 3D, ale te same zjawiska technologiczne decydują również o jakości profili, taśm, mieszanek i innych wyrobów wytłaczanych. Wytłaczanie jako technologia przetwórstwa tworzyw polimerowychWytłaczanie, określane również jako ekstruzja, jest jedną z najważniejszych metod przetwórstwa tworzyw polimerowych. W procesie tym materiał jest uplastyczniany w układzie ślimak–cylinder, transportowany w kierunku głowicy, homogenizowany, sprężany i formowany w wyrób o określonym przekroju. Metodą wytłaczania wytwarza się między innymi profile, rury, płyty, folie, powłoki kablowe, taśmy oraz filamenty do druku 3D. Proces ekstruzji wydaje się ciągły i prosty tylko z zewnątrz. W rzeczywistości wymaga jednoczesnej kontroli wielu zjawisk: podawania surowca, nagrzewania, tarcia, ścinania, topienia, sprężania, mieszania, transportu stopu, stabilizacji ciśnienia i formowania materiału w głowicy. Wytłaczarka jest więc nie tylko urządzeniem mechanicznym, ale złożonym układem procesowym, którego zachowanie zależy od konstrukcji, materiału, parametrów pracy i konfiguracji całej linii. Nie da się zaprojektować dobrej wytłaczarki bez znajomości zjawisk zachodzących w układzie uplastyczniającym. Konieczna jest wiedza z zakresu materiałoznawstwa, reologii polimerów, wymiany ciepła, mechaniki ślimaka, odporności materiałów konstrukcyjnych na zużycie oraz technologii formowania tworzyw sztucznych. W praktyce problemy mogą pojawiać się zarówno w samym układzie uplastyczniającym, jak i w głowicy, chłodzeniu, odciągu, kalibracji lub nawijaniu gotowego wyrobu. Typowa wytłaczarka składa się z układu napędowego, układu sterowania, układu uplastyczniającego oraz elementów pomocniczych. Najważniejszym podzespołem procesowym jest układ uplastyczniający, zbudowany z cylindra i ślimaka. To właśnie w nim tworzywo przechodzi od postaci stałej lub częściowo sypkiej do postaci stopu zdolnego do stabilnego przepływu przez głowicę. Znaczenie reologii tworzywa w procesie wytłaczaniaTworzywa termoplastyczne nie zachowują się w procesie wytłaczania jak proste ciecze. Stop polimerowy ma charakter lepkosprężysty, a jego lepkość zależy od temperatury, szybkości ścinania, historii cieplnej materiału, wilgotności, składu receptury oraz obecności dodatków. Ten sam układ ślimak–cylinder może więc działać zupełnie inaczej dla PLA, PETG, PP, PE, TPU, PA, PC, PEEK, PVC lub kompozytu napełnianego proszkiem mineralnym, metalicznym albo włóknem. Wraz ze wzrostem temperatury lepkość stopu zwykle maleje, ale nadmierne podgrzanie może prowadzić do degradacji materiału, zmiany koloru, powstawania gazów, spadku właściwości mechanicznych lub pogorszenia jakości powierzchni. Z kolei intensywne ścinanie poprawia uplastycznianie i mieszanie, ale może również generować dodatkowe ciepło, powodować lokalne przegrzanie albo nadmiernie obciążać materiał wrażliwy termicznie. Dlatego dobór ślimaka i parametrów pracy nie powinien opierać się wyłącznie na średnicy ślimaka lub oczekiwanej wydajności. Trzeba uwzględnić właściwości materiału, lepkość stopu, podatność na ścinanie, stabilność cieplną, ścieralność dodatków, wymaganą jakość homogenizacji oraz charakter produktu końcowego. Układ uplastyczniający wytłaczarkiUkład uplastyczniający odpowiada za przyjęcie materiału z leja zasypowego, transport wzdłuż cylindra, ogrzanie, zagęszczenie, stopienie, ujednorodnienie i podanie tworzywa do głowicy z wymaganą wydajnością oraz ciśnieniem. W wyniku ruchu obrotowego ślimaka materiał jest przesuwany wzdłuż cylindra, a jednocześnie podlega działaniu ciepła dostarczanego z grzałek oraz ciepła generowanego przez tarcie i ścinanie. W strefach ogrzewanych materiał stopniowo mięknie i topi się. Następnie ulega homogenizacji materiałowej i termicznej. Ostatecznie uplastyczniony stop powinien zostać podany do głowicy w sposób stabilny, bez nadmiernych pulsacji, lokalnych przegrzań, żeli, nieuplastycznionych cząstek ani dużych wahań temperatury i ciśnienia. O złożoności problematyki wytłaczania świadczy duża liczba rozwiązań konstrukcyjnych stosowanych w ślimakach, cylindrach i głowicach. Celem tych rozwiązań jest zwiększenie wydajności procesu, poprawa jakości wyrobów, uzyskanie stabilniejszej temperatury stopu, lepsze wymieszanie składników oraz możliwość przetwarzania materiałów trudnych, niestabilnych termicznie lub silnie napełnionych. Podstawowe funkcje układu uplastyczniającego
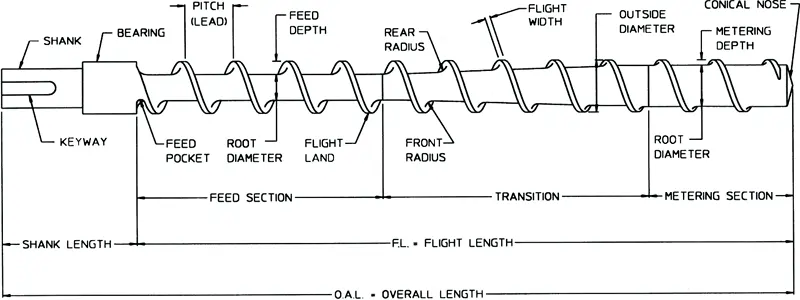
W zależności od zastosowania układ uplastyczniający może pełnić również funkcje pomocnicze, takie jak odgazowanie, intensyfikacja mieszania, zwiększenie dyspersji dodatków, poprawa stabilności ciśnienia albo przygotowanie stopu do dalszego formowania. Ślimak trójstrefowy wytłaczarki jednoślimakowejNajczęściej spotykanym rozwiązaniem w wytłaczarkach jednoślimakowych jest ślimak trójstrefowy. Jego konstrukcja obejmuje strefę zasilania, strefę sprężania oraz strefę dozowania. Każda z tych stref pełni inną funkcję technologiczną i ma inną geometrię kanału ślimaka. W strefie zasilania materiał jest pobierany z leja i transportowany w stronę dalszych części cylindra. Kanał ślimaka ma tutaj największą głębokość, aby przyjąć odpowiednią ilość granulatu, proszku lub innej postaci surowca. W strefie sprężania głębokość kanału maleje, co powoduje zagęszczenie materiału, wypchnięcie powietrza, wzrost ciśnienia i intensyfikację topienia. W strefie dozowania kanał ma najmniejszą, stałą głębokość, a zadaniem tej części ślimaka jest stabilne podawanie uplastycznionego stopu do głowicy.
Rys. 1. Strefy przetwórcze ślimaka wytłaczarki określane przez zmieniającą się wysokość kanału ślimaka.
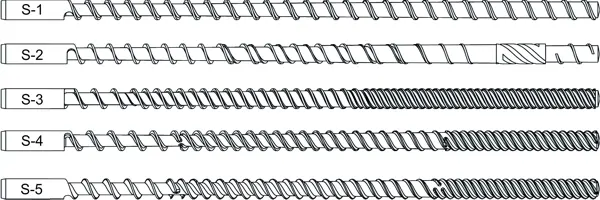
W praktyce ślimaki różnią się długością stref, skokiem zwoju, stopniem sprężania, geometrią końcówki, obecnością elementów mieszających, sekcji barierowych lub stref odgazowania. Dlatego ślimak określany jako „uniwersalny” może być kompromisem technologicznym, ale nie zawsze zapewni najlepszą jakość i wydajność dla konkretnego materiału.
Rys. 2. Przykłady ślimaków o różnych konfiguracjach. Geometria ślimaka wytłaczarkiGeometria ślimaka decyduje o zdolności pobierania materiału, intensywności sprężania, szybkości topienia, stabilności ciśnienia, mieszaniu i wydajności całego układu. Parametry takie jak średnica, stosunek L/D, głębokość kanału, szerokość kanału, skok zwoju, kąt helisy, szerokość zwoju i stopień sprężania nie są jedynie wymiarami konstrukcyjnymi. Każdy z nich wpływa na rzeczywiste zachowanie tworzywa w cylindrze.
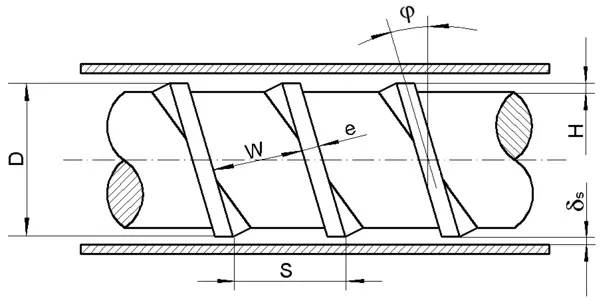
Rys. 3. Wielkości geometryczne ślimaka wytłaczarki.
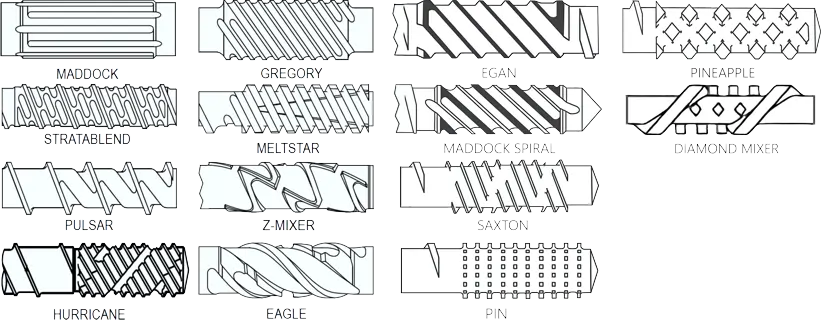
Kąt helisy i skok zwoju ślimakaKąt helisy to kąt między linią zwoju ślimaka a płaszczyzną poprzeczną do osi ślimaka. Skok zwoju określa odległość między kolejnymi zwojami. W wielu standardowych ślimakach skok zwoju jest zbliżony do średnicy ślimaka, ale nie oznacza to, że taki układ jest optymalny dla każdego materiału. Kąt helisy i skok zwoju wpływają na zdolność transportowania tworzywa, czas przebywania materiału w układzie, intensywność ścinania oraz udział przepływu wstecznego. Przy zbyt agresywnej geometrii materiał może być nadmiernie ścinany i przegrzewany. Przy zbyt łagodnej geometrii mogą pojawić się problemy z uplastycznieniem, ciśnieniem lub wydajnością. Energia mechaniczna dostarczana przez napęd ślimaka jest częściowo zamieniana w ciepło. Ciepło ścinania powstaje szczególnie tam, gdzie materiał jest intensywnie deformowany, na przykład w małych szczelinach, przy dużych prędkościach obrotowych lub przy przetwarzaniu materiałów o wysokiej lepkości. Nadmierne ciepło ścinania może prowadzić do lokalnego przegrzania, degradacji tworzywa i pogorszenia jakości wyrobu. Stopień sprężania ślimakaStopień sprężania jest jednym z podstawowych parametrów opisujących ślimak wytłaczarki. Najczęściej określa się go jako stosunek głębokości kanału w strefie zasilania do głębokości kanału w strefie dozowania. W praktyce sam stopień sprężania nie wystarcza jednak do pełnej oceny ślimaka, ponieważ dwa ślimaki o tym samym stosunku głębokości kanałów mogą mieć różną średnicę, różną długość stref, inny skok zwoju i zupełnie inne zachowanie procesowe. Dobór stopnia sprężania zależy od materiału, jego ściśliwości, lepkości, postaci surowca i stabilności termicznej. Materiały w postaci proszku mogą wymagać innego sprężania niż ten sam polimer w postaci granulatu. Tworzywa wrażliwe termicznie, takie jak PVC, zwykle wymagają ostrożniejszego doboru ślimaka, aby ograniczyć degradację. Materiały stabilne termicznie i semikrystaliczne, takie jak PE lub PP, mogą pozwalać na większe stopnie sprężania, o ile układ nie powoduje nadmiernego przegrzewania stopu. Stosunek długości do średnicy L/DStosunek L/D określa długość roboczą ślimaka w odniesieniu do jego średnicy. W klasycznych wytłaczarkach jednoślimakowych spotyka się różne wartości L/D, często w zakresie od około 20:1 do 36:1, a w wybranych zastosowaniach także większe. Dłuższy ślimak daje więcej miejsca na zasilanie, sprężanie, topienie, mieszanie, odgazowanie lub dodatkowe sekcje homogenizujące, ale nie zawsze automatycznie oznacza lepszy proces. W zastosowaniach wymagających bardzo dobrej jednorodności stopu, stabilnej temperatury i ograniczenia pulsacji ciśnienia dłuższy układ uplastyczniający może być korzystny. Pozwala na zastosowanie dodatkowych sekcji mieszających lub ścinających oraz prowadzenie procesu przy niższej prędkości obrotowej dla tej samej wydajności. Trzeba jednak uwzględnić większy czas przebywania materiału, możliwość przegrzewania tworzyw wrażliwych oraz większą złożoność sterowania temperaturą. Prześwit między ślimakiem a cylindremPrześwit między ślimakiem a cylindrem jest miarą przestrzeni pomiędzy zewnętrzną średnicą ślimaka a wewnętrzną powierzchnią cylindra. Zbyt mały prześwit może zwiększać ryzyko kontaktu mechanicznego, przyspieszonego zużycia i wzrostu temperatury w strefie tarcia. Zbyt duży prześwit obniża zdolność pompowania, zwiększa przepływ zwrotny i może pogarszać efektywność topienia. Zużycie ślimaka i cylindra ma bezpośredni wpływ na stabilność procesu. Wraz ze wzrostem luzu zmienia się rzeczywista wydajność, ciśnienie, temperatura stopu i powtarzalność podawania materiału. Szczególnie istotne jest to przy tworzywach napełnianych włóknem szklanym, proszkami mineralnymi, proszkami metali lub innymi dodatkami ściernymi. Takie materiały mogą przyspieszać zużycie układu uplastyczniającego, dlatego przy ich przetwarzaniu znaczenie mają odpowiednie materiały konstrukcyjne, powłoki, azotowanie, bimetaliczne cylindry lub inne rozwiązania podnoszące odporność na ścieranie i korozję. Mieszanie tworzywa w wytłaczarce jednoślimakowejŚlimak wytłaczarki nie zawsze zapewnia wystarczająco dobre wymieszanie materiału. Wynika to ze sposobu przepływu tworzywa wzdłuż kanału ślimaka. Materiał transportowany osiowo może mieć różną historię cieplną i ścinania, przez co stop opuszczający układ nie zawsze jest idealnie jednorodny. W produkcji wyrobów o wysokiej jakości szczególne znaczenie ma jednorodność temperatury, składu i lepkości stopu. Dotyczy to między innymi filamentów, profili technicznych, materiałów z barwnikami, tworzyw z napełniaczami, kompozytów oraz receptur wymagających stabilnego rozprowadzenia dodatków. Jeżeli aglomeraty dodatków nie zostaną rozbite, a składniki nie zostaną równomiernie rozmieszczone w stopie, gotowy produkt może mieć zmienne właściwości mechaniczne, optyczne, elektryczne lub wymiarowe. Mieszanie dyspersyjneMieszanie dyspersyjne polega na rozbijaniu aglomeratów, żeli, skupisk pigmentów lub napełniaczy na mniejsze cząstki. Wymaga ono odpowiednio wysokich naprężeń ścinających lub rozciągających. Elementy dyspersyjne w ślimaku są projektowane tak, aby zmuszać stop do przejścia przez wąskie szczeliny lub strefy intensywnego odkształcenia. Zbyt słabe mieszanie dyspersyjne może skutkować obecnością nierozbitych cząstek i niejednorodności w produkcie. Zbyt intensywne ścinanie może jednak podnieść temperaturę stopu, zwiększyć pobór mocy, obniżyć wydajność i w skrajnych przypadkach doprowadzić do degradacji materiału. Mieszanie dystrybucyjneMieszanie dystrybucyjne polega na równomiernym rozmieszczeniu składników w objętości stopu. Nie musi rozbijać aglomeratów, lecz wielokrotnie dzieli i łączy strumienie materiału, aby uzyskać jednorodny rozkład temperatury, barwnika, dodatku lub napełniacza. W praktyce dobre mieszanie w wytłaczarce wymaga często połączenia obu mechanizmów: najpierw dyspersji, czyli rozbicia skupisk, a następnie dystrybucji, czyli równomiernego rozprowadzenia składników. Kolejność i intensywność tych działań muszą być dostosowane do materiału, ponieważ nie każdy polimer i nie każdy dodatek toleruje wysokie ścinanie. Elementy mieszające i ścinające w ślimakach wytłaczarekW celu poprawy jakości stopu ślimaki mogą być wyposażane w elementy ścinające, mieszające i homogenizujące. Zwykle umieszcza się je w końcowej części ślimaka, gdzie materiał jest już w dużym stopniu uplastyczniony. Elementy ścinające przyspieszają rozbijanie aglomeratów i uplastycznianie resztek materiału stałego, natomiast elementy dystrybucyjne poprawiają równomierność rozmieszczenia składników. Trzeba pamiętać, że każdy element intensyfikujący mieszanie wpływa również na opory przepływu, pobór mocy, temperaturę stopu i wydajność wytłaczania. Element mieszający może działać jak dławik, poprawiając homogenizację, ale jednocześnie ograniczając przepustowość i zwiększając ilość generowanego ciepła. Dlatego jego geometria i położenie muszą być dobrane do materiału oraz wymagań produktu końcowego. Do typowych elementów mieszających i ścinających stosowanych w ślimakach należą między innymi:
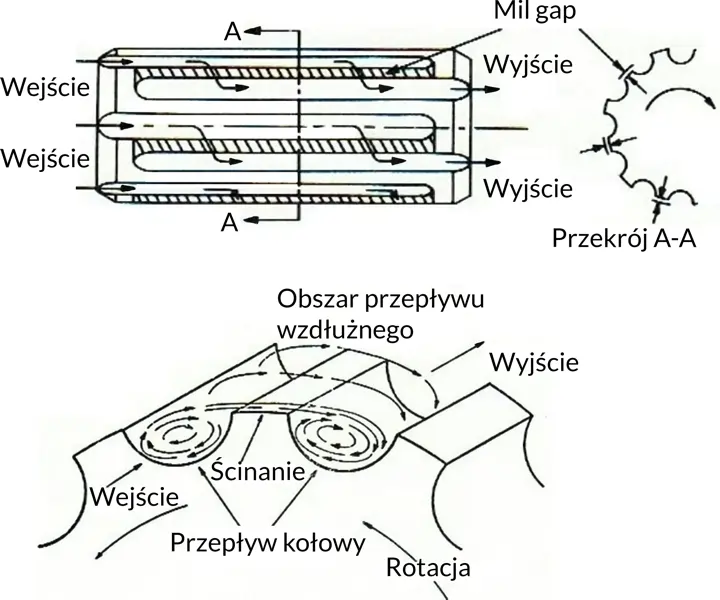
Rys. 4. Strefy mieszające ślimaków wytłaczarek jednoślimakowych.
Rys. 5. Zasada działania strefy mieszającej Maddocka. Układ uplastyczniający powinien zapewnić odpowiedni udział mieszania dyspersyjnego i dystrybucyjnego. W niektórych ślimakach procesy te mogą być powtarzane więcej niż raz, aby poprawić jednorodność stopu. Sekcje intensywnego mieszania należy jednak projektować ostrożnie, ponieważ ich nadmiar może prowadzić do przegrzania, degradacji lub niepotrzebnego spadku wydajności. Podstawowe grupy sekcji mieszającychSekcje mieszania dyspersyjnego obejmują między innymi:
Sekcje mieszania dystrybucyjnego obejmują między innymi:
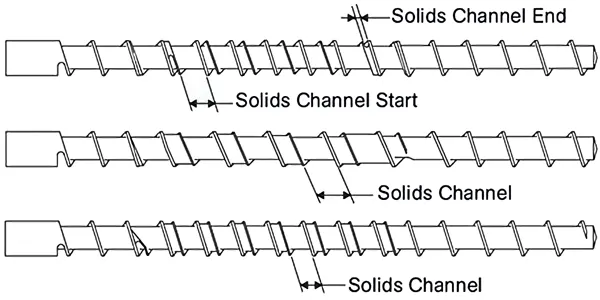
W praktyce wiele elementów mieszających nie należy wyłącznie do jednej kategorii. Część z nich łączy działanie dyspersyjne i dystrybucyjne, a rzeczywisty efekt zależy od geometrii elementu, lepkości tworzywa, prędkości ślimaka, temperatury i natężenia przepływu. Barierowy ślimak wytłaczarkiŚlimak barierowy jest rozwinięciem klasycznej konstrukcji trójstrefowej. Jego zadaniem jest lepsza kontrola procesu topienia przez rozdzielenie kanału materiału stałego i kanału stopu. Dodatkowy zwój barierowy umożliwia oddzielenie stopionego polimeru od jeszcze nieuplastycznionych granulek, dzięki czemu materiał stały jest stopniowo przetwarzany, a stop może przepływać osobnym kanałem. W klasycznym ślimaku bez bariery część złoża stałego może rozpadać się i mieszać ze stopem w sposób mniej kontrolowany. Jeżeli materiał nie zostanie całkowicie uplastyczniony przed końcem układu, do głowicy mogą trafiać nieprzetopione cząstki, żele lub fragmenty materiału o innej historii cieplnej. Ślimak barierowy ogranicza to ryzyko, ponieważ wymusza bardziej uporządkowany przebieg topienia. Zasadą działania ślimaka barierowego jest podział głównego kanału na kanał materiału stałego i kanał stopu, rozdzielone zwojem barierowym. W miarę przesuwania się materiału wzdłuż ślimaka kanał materiału stałego zwykle maleje, a kanał stopu zwiększa swoją objętość. Dzięki temu konstrukcja wspiera kontrolowane przechodzenie materiału ze stanu stałego do stopionego.
Rys. 6. Przykładowe ślimaki barierowe do wytłaczarki. W ślimakach barierowych stosuje się różne rozwiązania konstrukcyjne. W jednej grupie głębokość kanałów może pozostawać stała, a zmienia się ich szerokość. W innej szerokość kanałów pozostaje bardziej stała, natomiast zmienia się ich głębokość. Celem jest takie prowadzenie materiału, aby poprawić efektywność topienia, ograniczyć nieuplastycznione cząstki i uzyskać bardziej jednorodny stop przed strefą dozowania i głowicą. Dobór ślimaka do rodzaju tworzywaDobór ślimaka zależy od właściwości materiału, postaci surowca, stabilności termicznej, lepkości stopu, wymagań mieszania oraz oczekiwanej jakości produktu. Inaczej projektuje się ślimak do tworzyw amorficznych, inaczej do semikrystalicznych, inaczej do elastomerów termoplastycznych, materiałów wysokotemperaturowych lub kompozytów z napełniaczami. Długość strefy zasilania powinna uwzględniać sposób podawania materiału, jego temperaturę mięknienia, gęstość nasypową i zdolność do zagęszczania. Długość strefy sprężania zależy między innymi od zakresu topienia tworzywa. Tworzywa amorficzne miękną w szerszym zakresie temperatur, natomiast tworzywa semikrystaliczne topią się w węższym przedziale, co może wymagać innego przebiegu sprężania. Stopień sprężania musi być dobrany do ściśliwości materiału, jego postaci i lepkości. Materiał w postaci proszku może wymagać innego ślimaka niż ten sam polimer w postaci granulatu. Tworzywa niestabilne termicznie powinny być przetwarzane w sposób ograniczający nadmierne ścinanie i przegrzewanie, natomiast tworzywa stabilniejsze cieplnie mogą pozwalać na intensywniejsze uplastycznianie. Ślimak standardowy uniwersalnyŚlimak standardowy jest rozwiązaniem kompromisowym, przeznaczonym do przetwarzania różnych materiałów w typowych warunkach. Może być dobrym wyborem tam, gdzie zakres materiałów jest szeroki, a wymagania dotyczące wydajności i jakości homogenizacji nie są skrajnie wysokie. Nie należy jednak zakładać, że ślimak uniwersalny zapewni optymalny rezultat dla każdego tworzywa, dodatku i produktu. Ślimak mieszającyŚlimak mieszający jest stosowany wtedy, gdy wymagana jest lepsza homogenizacja tworzywa, pigmentów, dodatków, granulatów modyfikujących lub składników o różnej lepkości. Może poprawić jednorodność termiczną i mechaniczną stopu oraz ograniczyć lokalne różnice składu. Ma to znaczenie przy produkcji filamentów kolorowych, kompozytowych, modyfikowanych oraz materiałów o podwyższonych wymaganiach jakościowych. Należy jednak pamiętać, że zastosowanie sekcji mieszających w wytłaczarce jednoślimakowej zwiększa jej zdolność do homogenizacji, ale nie rozwiązuje każdego problemu mieszania. Jeżeli receptura wymaga bardzo intensywnego compoundingu, wysokiego udziału napełniaczy lub dozowania wielu składników w różnych miejscach procesu, konieczna jest osobna analiza technologiczna i dobór odpowiedniej konfiguracji urządzenia.
Rys. 7. Przykładowy wytłaczarkowy ślimak mieszający. Ślimaki specjalne do konkretnych materiałówNiektóre materiały wymagają dedykowanych ślimaków, a czasem również specjalnie zaprojektowanych cylindrów. Dotyczy to między innymi PVC, wybranych elastomerów, poliwęglanów, materiałów wysokotemperaturowych, tworzyw silnie napełnionych, kompozytów ściernych oraz materiałów wrażliwych na przegrzewanie lub długi czas przebywania w cylindrze. Ślimaki i cylindry specjalne uwzględniają właściwości termiczne, reologiczne i trybologiczne przetwarzanych materiałów. W praktyce oznacza to inny stopień sprężania, inną długość stref, dodatkowe sekcje mieszające lub odgazowujące, zmienioną geometrię kanału, a także materiały konstrukcyjne odporne na ścieranie, korozję lub wysoką temperaturę. Ślimaki z odgazowaniemŚlimaki z odgazowaniem są stosowane wtedy, gdy z materiału trzeba usunąć wilgoć, powietrze, lotne składniki, produkty reakcji lub gazy powstające podczas przetwarzania. W ślimaku tego typu pojawia się dodatkowa strefa odgazowania, w której ciśnienie jest obniżone, a lotne składniki mogą zostać usunięte z cylindra przed dalszym sprężaniem i podaniem stopu do głowicy. Odgazowanie ma szczególne znaczenie przy materiałach higroskopijnych, recyklatach, tworzywach z dodatkami, mieszankach podatnych na powstawanie pęcherzy oraz produktach wymagających wysokiej jakości powierzchni. Jeżeli wilgoć lub lotne związki nie zostaną usunięte, mogą powodować porowatość, smugi, pęcherze, spienienie, obniżenie właściwości mechanicznych albo niestabilność wymiarową wytłoczyny. W wytłaczarce jednoślimakowej można zastosować więcej niż jedną strefę odgazowania, ale wymaga to odpowiednio dłuższego układu uplastyczniającego i starannego doboru geometrii ślimaka. Zbyt krótki układ może nie zapewnić wystarczającego czasu na uplastycznienie, odgazowanie i ponowną stabilizację ciśnienia stopu.
Rys. 8. Przykładowy wytłaczarkowy ślimak odgazowujący. Dobór ślimaka i parametrów pracy w praktycePrzedstawione zależności pokazują, że idealny dobór ślimaka dla każdego materiału wymagałby dużej liczby konfiguracji. W praktyce nie zawsze jest to ekonomicznie uzasadnione, szczególnie w laboratoriach, działach R&D i produkcji małoseryjnej. Dlatego często stosuje się ślimaki o charakterze uniwersalnym lub półspecjalnym, a dopasowanie procesu uzyskuje się przez zmianę temperatur stref, prędkości obrotowej ślimaka, sposobu dozowania, chłodzenia cylindra, ciśnienia i geometrii głowicy. Nie oznacza to jednak, że parametry pracy mogą zastąpić prawidłową konstrukcję układu uplastyczniającego. Jeżeli ślimak nie jest dopasowany do materiału, operator może częściowo skompensować problem temperaturą lub obrotami, ale często kosztem wydajności, stabilności ciśnienia, jakości stopu lub trwałości elementów. Zbyt wysokie obroty mogą zwiększać ciepło ścinania, zbyt wysoka temperatura może degradować materiał, a zbyt niski stopień homogenizacji może prowadzić do zmiennych właściwości produktu. W produkcji filamentów do drukarek 3D problem ten jest szczególnie widoczny. Gotowy filament musi mieć stabilną średnicę, niską owalność, jednorodny kolor, powtarzalne właściwości mechaniczne i przewidywalne zachowanie podczas druku. Osiągnięcie takich parametrów wymaga nie tylko dobrej głowicy, chłodzenia i odciągu, ale przede wszystkim stabilnego stopu podawanego z wytłaczarki. Znaczenie prób laboratoryjnych i skalowania procesuW badaniach laboratoryjnych ważne jest nie tylko uzyskanie poprawnej wytłoczyny, ale także zebranie danych potrzebnych do późniejszego skalowania procesu. Należy obserwować temperaturę stref, ciśnienie stopu, moment obrotowy, prędkość ślimaka, stabilność przepływu, zachowanie materiału przy różnych wydajnościach oraz wrażliwość receptury na ścinanie i czas przebywania w cylindrze. Dla nowych materiałów, filamentów kompozytowych, mieszanek z napełniaczami lub dodatkami funkcjonalnymi próby laboratoryjne pozwalają sprawdzić, czy materiał dobrze się uplastycznia, czy nie ulega degradacji, czy wymaga suszenia, czy dodatki rozprowadzają się równomiernie i czy gotowy wyrób utrzymuje wymagane parametry. Na tej podstawie można określić, czy wystarczy układ jednoślimakowy, jaki ślimak będzie właściwy oraz jakie parametry procesu należy przyjąć przy większej skali pracy. Powiązane rozwiązania SiTech3DDobór układu uplastyczniającego, geometrii ślimaka i parametrów procesu zależy od materiału, skali prób oraz celu technologicznego. W zastosowaniach badawczo-rozwojowych punktem wyjścia mogą być wytłaczarki laboratoryjne SiTech3D. Do stabilnego uplastyczniania, transportu i formowania materiałów jednorodnych lub prostszych receptur stosuje się wytłaczarki jednoślimakowe laboratoryjne. Jeżeli proces dotyczy produkcji lub badań materiałów na filamenty 3D, warto przejść do kategorii linie do produkcji filamentów 3D. W takim układzie wytłaczarka jest jednym z elementów kompletnej linii technologicznej, obejmującej również głowicę, chłodzenie, pomiar średnicy, odciąg i nawijanie. W procesach z dodatkami, barwnikami, proszkami lub masterbatchem istotnym elementem konfiguracji może być także dozowanie grawimetryczne i wolumetryczne w procesie wytłaczania, które wpływa na powtarzalność receptury i stabilność właściwości końcowego materiału. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:





 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook