
Jakość i stabilność stopu w wytłaczarce.Definicja jakości stopu i stabilności stopu:
Jak ocenić jakość stopu i stabilność stopu w wytłaczarce?Jakość stopu można ocenić ilościowo za pomocą następujących pomiarów:
Stabilność stopu odnosi się do stałości jakości stopu i stabilności ciśnienia stopu w czasie i można ją ocenić ilościowo za pomocą następujących pomiarów:
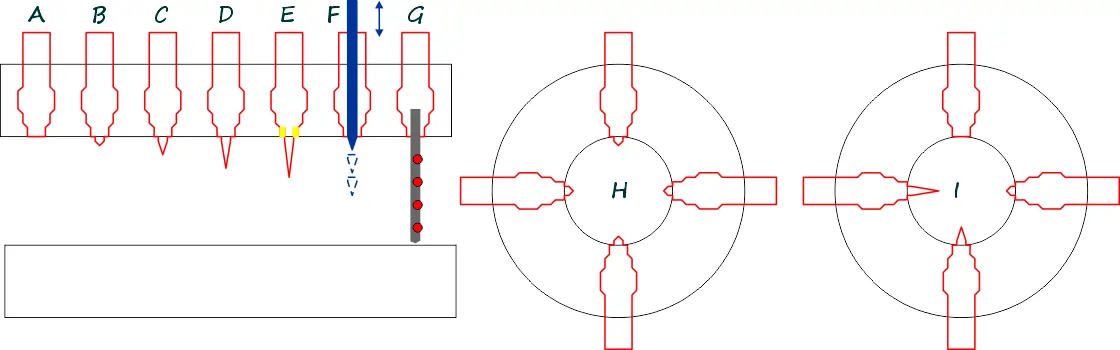
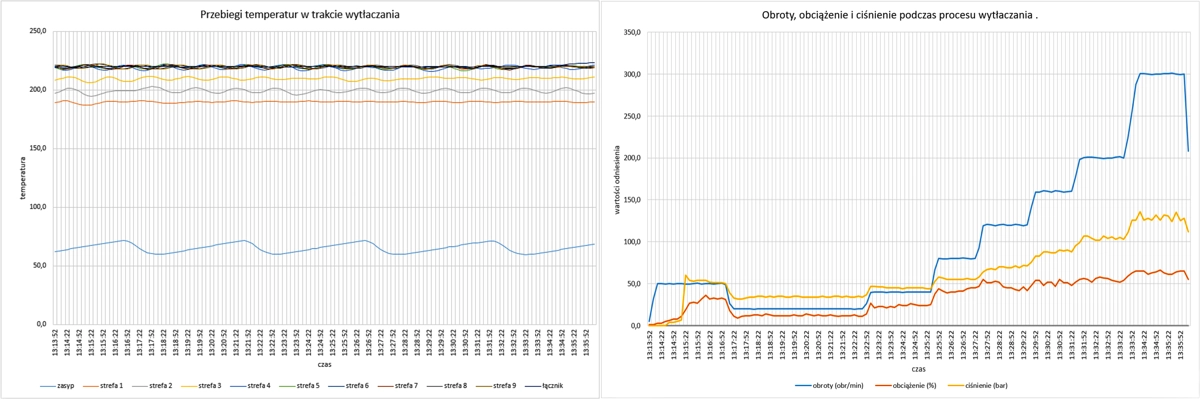
Temperatura stopu i ciśnienie stopu są mierzone w sposób ciągły zwykle na adapterze łączącym ekstruder z matrycą, jak pokazano na rys. 1. Rysunek 2 jest przykładem takich pomiarów. Temperatura topnienia i ciśnienie topnienia zwykle zmieniają się w przeciwnych kierunkach, jak pokazano na rys. 2. Czujnik temperatury topnienia (termopara lub inny rodzaj detektora temperatury) z końcówką czujnikową osłoniętą metalem jest często stosowany w produkcji ze względu na jego wytrzymałość mechaniczną.Jednak mierzy on temperaturę ścianki adaptera lub cylindra, a nie temperaturę topnienia ze względu na wysoką przewodność cieplną metalu ekranującego. W celu dokładnych pomiarów temperatury stopu należy użyć czujnika temperatury stopu z końcówką pomiarową odizolowaną od metalu cylindra. Końcówka pomiarowa jest zanurzona w strumieniu stopu na różnych głębokościach w celu zmierzenia rozkładu temperatury stopionego materiału w strumieniu stopu. Stopień wymieszania jest zwykle mierzony offline, za pomocą mikroskopów. Rozkład czasu przebywania jest trudny do zmierzenia, ponieważ obejmuje materiał znacznikowy, taki jak pigment lub aktywny wypełniacz.
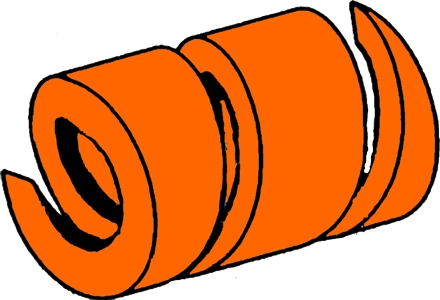
Ciśnienie topnienia.Ciśnienie stopu można dokładnie zmierzyć za pomocą przetwornika ciśnienia i jest ono niezależne od głębokości zanurzenia końcówki czujnika (zwykle metalowej membrany) w strumieniu stopu. Poziom ciśnienia stopu zależy od lepkości polimeru, konstrukcji matrycy i szybkości wyjściowej. Nie zależy to od jakości stopu. Wyższe ciśnienie topnienia zapewnia niższą wydajność przy danej prędkości ślimaka, co skutkuje wyższą temperaturą topnienia, ale poprawia stabilność mieszania i ciśnienia topnienia. W ten sposób poziom ciśnienia stopu pośrednio wpływa na jakość stopu. Odnosząc się do rys. 2, wahania ciśnienia topnienia w krótkim okresie czasu rzędu sekundy nazywa się "falowaniem". Gwałtowny wzrost wskazuje na szybkie wahania szybkości wytłaczania i daje zmiany wymiarowe produktów w ciągłych procesach wytłaczania. Gwałtowny wzrost jest trudnym problemem do wyeliminowania. Skoki zwykle nie mogą być wyeliminowane poprzez kontrolowanie warunków pracy i wymagają odpowiednich zmian w konstrukcji, aby rozwiązać problem. Przypominając, że wytłaczarka jednoślimakowa nie jest pompą dodatnią, a ruch polimeru wewnątrz kanału ślimaka jest determinowany delikatną równowagą kilku zmiennych sił działających na polimer, nie powinno dziwić obserwowanie gwałtownego wzrostu. Gdy ciśnienie wewnątrz jest mierzone w kilku miejscach wzdłuż ślimaka, obserwuje się dużą wielkość wzrostu w sekcji podającej. Wielkość falowania nie zmienia się wraz z poziomem ciśnienia topnienia. Rozsądnie wysoki poziom ciśnienia topnienia jest pożądany, ponieważ powoduje niski wzrost procentowy. Procentowy wzrost to stosunek wielkości wzrostu do poziomu ciśnienia topnienia. Minimalny poziom procentowego wzrostu osiągalny w przypadku wytłaczarek jednoślimakowych wynosi zwykle około ± 1,0%. Pompa zębata, jest niezbędna do osiągnięcia lepszej stabilności ciśnienia topnienia. Wysokie prędkości ślimaków i ślimaki o większej średnicy prowadzą do większych wahań ciśnienia stopu.Niespójne tempo podawania materiału powoduje oczywiście wzrost, a także wahania temperatury topnienia i mieszania. Stała szybkość podawania jest podstawowym wymogiem zapewniającym stabilne wytłaczanie i będzie niezmienna w każdej dyskusji na temat stabilności. Wszelkie nierównowagi w szybkościach transportu, topienia i dozowania ciał stałych, takie jak nadmierna szybkość dozowania spowodowana bardzo dużą głębokością dozowania lub niewystarczająca szybkość transportu ciał stałych spowodowana bardzo małą głębokością podawania, powodują gwałtowny zmiany. Częstą przyczyną wzmożonego przepływu jest nadmierny współczynnik redukcji obszaru kanału w sekcji kompresji. Stopień sprężania (CR) jest przybliżony przez stosunek głębokości kanału sekcji zasilającej do sekcji dozującej, jeśli szerokość kanału pozostaje stała. Stopień redukcji powierzchni kanału może być reprezentowany przez CR podzielony przez długość sekcji kompresji. Stałe łoże, przemieszczające się z sekcji zasilającej do sekcji dozowania, musi przejść przez stopniowo zmniejszającą się powierzchnię kanału sekcji sprężania. Jeśli szybkość redukcji obszaru kanału jest większa niż szybkość topnienia złoża stałego, wówczas twarde złoże stałe jest ściskane i klinuje się w kanale ślimakowym, aż stopi się wystarczająco, aby przejść przez zredukowany obszar kanału. Jednym z najważniejszych parametrów konstrukcyjnych jest stopień redukcji obszaru kanału wzdłuż sekcji kompresji. CR sam w sobie nie opisuje stopnia redukcji obszaru kanału. CR jest ważny, ale należy go rozpatrywać razem z długością odcinka kompresyjnego. Zmiana poziomu ciśnienia stopu w długim okresie czasu, rzędu minuty, nazywana jest "dryftem ciśnienia stopu". Dryft ciśnienia stopu powoduje powolną zmianę szybkości produkcji w czasie. Dryft ciśnienia stopu jest zwykle spowodowany zanieczyszczeniem pakietu sitowego lub powoli zmieniającymi się warunkami zasilania, temperaturą cylindra lub temperaturą ślimaka. Mostkowanie paszy pod lejem zasypowym jest kolejną przyczyną powolnego dryftu ciśnienia stopu w dół po uruchomieniu. Dryft ciśnienia stopu można wyeliminować dzięki zastosowaniu sterowania ze sprzężeniem zwrotnym polegającemu na automatycznej zmianie prędkości ślimaka w celu utrzymania stałego ciśnienia stopu. Temperatura topnienia.Temperatura topnienia jest mierzona za pomocą termopary, termistora, czujnika podczerwieni lub innego rodzaju detektora temperatury. W przeciwieństwie do ciśnienia topnienia, temperatura topnienia jest dość trudna do dokładnego zmierzenia. Zmierzona temperatura stopu jest silnie uzależniona od temperatury ścianki cylindra ze względu na wysokie przewodzenie ciepła między cylindrem a końcówką czujnika przez metalową osłonę ochronną pokrywającą końcówkę czujnika. Zmierzona temperatura stopu jest często znacznie niższa niż wartość rzeczywista. Do dokładnego pomiaru temperatury topnienia należy użyć termopary z końcówką czujnikową odsłoniętą i odizolowaną od jej korpusu. Rysunek 2 przedstawia dwa rodzaje zmian temperatury topnienia w czasie, fluktuację w krótkim okresie czasu rzędu sekundy, zwaną "fluktuacją temperatury topnienia", oraz powolną zmianę w długim okresie czasu, zwaną "dryftem temperatury topnienia". Termopara i rejestrator muszą mieć krótki czas reakcji, aby wykryć rzeczywistą wielkość szybkich wahań temperatury topnienia bez tłumienia. Wahania temperatury topnienia są związane ze wzrostem, a dryft temperatury topnienia jest związany z dryftem ciśnienia stopu. Przyczyny wahań temperatury topnienia i dryfu temperatury topnienia są takie same, jak w przypadku odpowiednio wznoszenia i dryftu ciśnienia topnienia. Pękanie lub rozpad złoża stałego prowadzi oczywiście do wahań temperatury topnienia. Nierównomierna temperatura stopu wewnątrz kanału ślimakowego powoduje zmiany temperatury stopu w całym strumieniu stopu, a także wahania temperatury stopu w danym miejscu w strumieniu stopu. Stopiony polimer wychodzi z kanału ślimaka w postaci paska w kształcie kanału ślimaka w strefie dozowania. Temperatura stopionej taśmy tworzywa jest niejednolita w całym jej przekroju. Ponieważ sekcja cylindra w pobliżu końca matrycy jest zwykle chłodzona, powierzchnia stopionego paska, która wcześniej stykała się z cylindrem, ma niższą temperaturę niż środek. Taśma stopionego materiału staje się spiralną cewką z powodu obrotu ślimaka, jak pokazano na rys. 3, a spiralna cewka polimeru jest ściskana w okrągły profil o nierównomiernym rozkładzie temperatury wewnątrz adaptera łączącego cylinder z głowicą. Końcówka czujnika temperatury umieszczona w danej pozycji wewnątrz adaptera jest wystawiona na działanie różnych miejsc stopionej taśmy o różnych temperaturach, gdy spiralnie nawinięta taśma stopu przepływa przez końcówkę czujnikową. Minimalna fluktuacja temperatury topnienia osiągalna w wytłaczarkach jednoślimakowych wynosi około ± 2 °C. Wyższe prędkości ślimaków i ślimaki o większej średnicy generują większe wahania temperatury topnienia.
Temperatura topnienia w całym strumieniu stopu w adapterze nie jest jednolita, jak można wywnioskować z rys. 3. Dlatego zmierzona temperatura stopu zależy od położenia końcówki czujnika w strumieniu stopu. Temperatura topnienia w pobliżu ścianki adaptera jest niska, ponieważ w większości przypadków adapter jest ustawiony na niską temperaturę. Ponownie, odnosząc się do rys. 3, stop płynący w pobliżu środka adaptera ma niższą temperaturę, ponieważ odpowiada zewnętrznej stronie stopionego paska, który stykał się ze schłodzonym łącznikiem. Najwyższa temperatura topnienia jest wykrywana w punkcie znajdującym się w odległości około 40–60% promienia od ścianki kanału. Z powyższej przedstawionych faktów jasno wynika, że średnia temperatura topnienia jest bardzo trudna do zmierzenia. Nie można porównywać temperatur topnienia podawanych przez różne zakłady lub mierzonych w różny sposób na tej samej linii. Zmierzona temperatura topnienia najprawdopodobniej nie jest średnią temperaturą topnienia. Średnia temperatura topnienia zawsze wzrasta wraz ze wzrostem prędkości ślimaka, ponieważ pobór mocy ślimaka wzrasta bardziej niż proporcjonalnie do prędkości ślimaka, podczas gdy szybkość wyjściowa wzrasta mniej niż proporcjonalnie do prędkości ślimaka w zakresie roboczym prędkości ślimaka. Mieszanie.Gdy stopiony polimer miesza się z niemieszającym się składnikiem dodatkowym, stopiony polimer staje się fazą ciągłą lub matrycą związku, a dodatkowy składnik staje się fazą rozproszoną, tworząc dyskretne domeny osadzone w matrycy. Jeśli faza zdyspersyjna jest niemieszającą się cieczą, kształt powstałych domen może być kulisty, cylindryczny lub blaszkowaty w zależności od frakcji objętościowej, lepkości, elastyczności i zgodności fazy rozproszonej, a także intensywności i rodzaju mieszania.. Domeny cieczy łatwiej się rozpadają i stają się mniejsze, gdy lepkość domen cieczy jest niższa niż lepkość stopionego polimeru. Rozważmy na przykład mieszanie oleju i smaru. Olej dodany do smaru po zmieszaniu łatwo rozpada się na małe obszary, ale tłuszcz dodany do oleju nie rozpada się łatwo. Stopień i jednorodność mieszania osiągniętego przez wytłaczarkę jest zwykle mierzona poprzez dodanie niewielkiej ilości pigmentu lub wypełniacza do strumienia zasilającego. Wytłaczany materiał wychodzący z matrycy jest formowany w cienką folię, a mikroskop optyczny służy do obserwacji rozkładu i wielkości pigmentu lub cząstek wypełniacza w folii. Różne części ekstrudatu są badane pod kątem jednorodności mieszania. Mieszanie jest oczywiście ważne, jeśli w materiale znajduje się więcej niż jeden składnik. Chociaż nie jest to oczywiste, mieszanie jest również ważne nawet w przypadku jednoskładnikowego wsadu polimerowego, ponieważ właściwości wielu polimerów zmieniają się wraz ze stopniem ścinania. Wytłaczarki jednoślimakowe nie zapewniają wydajnego mieszania. Ponieważ łoże stałe porusza się jako ciało sztywne, mieszanie nie zachodzi wewnątrz łoża stałego. Mieszanie za pomocą wytłaczarek jednoślimakowych odbywa się tylko poprzez ścinanie stopionego polimeru wywieranego przez ślimak. Mieszanie dystrybucyjne wynika z różnych prędkości stopionego materiału w różnych miejscach. Odnosząc się do rys. 3, mieszanie dystrybucyjne zachodzi wewnątrz stopu ze względu na spiralne ścieżki przepływu w stopie. Rozdzielanie i trasowanie strumienia stopu powoduje dobre mieszanie dystrybucyjne. W warstwie stopu nad złożem stałym powstają wysokie naprężenia, a maksymalne mieszanie dyspersyjne zachodzi w warstwie stopu podczas procesu rozpraszającego topnienia złoża stałego. Stałe złoże wykonane z granulek wytwarza większe naprężenia w warstwie stopionego materialu niż stałe złoże wykonane z proszków. Dlatego lepsze mieszanie dyspersyjne uzyskuje się w przypadku granulek niż proszków. Wysokie naprężenie powstaje również w stopie w prześwicie nad lotem i dochodzi do mieszania dyspersyjnego. Unikalne urządzenia mieszające zostały opracowane w celu usprawnienia mieszania w wytłaczarkach jednoślimakowych. Mieszalniki statyczne, które są umieszczone wewnątrz adaptera między śrubą a matrycą, nie mają żadnej ruchomej części. Mieszalniki statyczne zapewniają dobre mieszanie dystrybucyjne poprzez rozdzielanie i trasowanie strumienia stopu, ale są nieskuteczne w mieszaniu dyspersyjnym, ponieważ nie wytwarzają dużego naprężenia. Mieszalniki dynamiczne mają ruchomą część napędzaną śrubą. Mieszalniki dynamiczne, ze względu na działanie ruchomej części, mogą wytwarzać duże naprężenia, a także rozdzielać i trasować strumień stopu. W ten sposób mieszalniki dynamiczne zapewniają lepsze mieszanie dyspersyjne niż mieszalniki statyczne, a także dobre mieszanie dystrybucyjne. Efektywny czas przebywania i rozkład czasu pobytu.Czas, w którym polimer pozostaje wewnątrz wytłaczarki, to czas przebywania. Średni czas przebywania polimeru w wytłaczarce jest równy całkowitej objętości kanału podzielonej przez objętościową szybkość wyjściową. Jednak czas, przez jaki polimer pozostaje wewnątrz wytłaczarki jako ciało stałe wewnątrz łoża stałego, nie jest ważny, ponieważ zmiany fizyczne, takie jak mieszanie i zmiany chemiczne, takie jak degradacja lub sieciowanie, nie zachodzą w stałym polimerze. Czas, w którym polimer pozostaje wewnątrz wytłaczarki jako fizycznie i chemicznie aktywny stop, jest ważnym czasem przebywania, a taki czas będzie nazywany "efektywnym czasem przebywania". Granulki stopione w pobliżu leja mają długi efektywny czas przebywania, a pelety stopione w pobliżu matrycy mają krótki efektywny czas przebywania. Granulki w twardym łożu poruszają się wzdłuż kanału ślimaka z tą samą prędkością w dół kanału, co ciało sztywne. Wszystkie części ciała sztywnego w przepływie tłokowym mają ten sam czas przebywania z zerowym rozkładem czasu przebywania. Przepływ płynu przez okrągłą rurkę daje bardzo szeroki rozkład czasu przebywania. Rozkład czasu przebywania polimeru w jednoślimakowej wytłaczarce do stopu nie jest tak szeroki, jak w przypadku przepływu rurowego ze względu na mieszanie przepływu międzykanałowego. Rozkład czasu przebywania w zazębiającej się dwuślimakowej wytłaczarce do stopu jest węższy niż w przypadku wytłaczarki jednoślimakowej ze względu na działanie samooczyszczające i lepszą zdolność mieszania. Czas przebywania (residence time, RT).Czas przebywania (residence time, RT) w wytłaczarce odnosi się do czasu, przez który cząstki materiału przebywają wewnątrz układu przetwórczego, począwszy od momentu wejścia do wytłaczarki aż do jej opuszczenia. Jest to kluczowy parametr wpływający na jakość procesu wytłaczania, ponieważ determinuje poziom uplastycznienia, stopień mieszania oraz homogenizację materiału. Czas przebywania zależy od takich czynników jak geometria ślimaka, prędkość obrotowa, lepkość materiału oraz warunki procesowe takie jak temperatura i ciśnienie. Analiza wyników czasu przebywania dostarcza istotnych informacji dotyczących jakości procesu i efektywności wytłaczania. Średni czas przebywania to wartość uśredniona dla wszystkich cząstek materiału. Jest on określany wzorem: tˉ=V/Q gdzie:
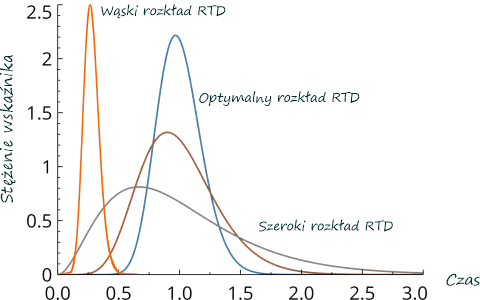
Optymalny czas przebywania oznacza, że materiał ma wystarczająco dużo czasu na homogenizację i uplastycznienie, ale nie pozostaje w układzie zbyt długo, co mogłoby prowadzić do degradacji. Rozkład czasu przebywania (residence time distribution, RTD).Rozkład czasu przebywania (residence time distribution, RTD) opisuje statystyczny rozkład czasów przebywania poszczególnych porcji materiału w wytłaczarce. Jest on kluczowy dla analizy jednorodności przetwórstwa i pozwala ocenić efektywność mieszania oraz ryzyko degradacji termicznej. Rozkład czasu przebywania można opisać za pomocą funkcji E(t), która określa prawdopodobieństwo opuszczenia układu przez materiał po czasie t. Szerokość rozkładu tˉ pozwala określić, czy system działa bardziej jako reaktor tłokowy (PFR) czy mieszalnik idealny (CSTR). Pomiar RTD w wytłaczarce może być przeprowadzony metodami znacznikowymi (np. poprzez dodanie barwnika lub substancji fluorescencyjnej), a jego analiza pozwala na optymalizację warunków pracy wytłaczarki w celu uzyskania lepszej jakości wyrobów oraz stabilności procesu. RTD jest kluczowym narzędziem w analizie procesów przetwórczych, ponieważ dostarcza informacji o charakterystyce przepływu materiału, poziomie mieszania i ewentualnych niejednorodnościach.
Rysunek 4. Przykładowe wykresy rozkładu czasu przebywania (residence time distribution, RTD) Znaczenie RTD w wytłaczaniu.W wytłaczarce materiał może przemieszczać się na różne sposoby – od niemal idealnego przepływu tłokowego (gdzie wszystkie cząstki spędzają taki sam czas) po przypadki z silnym mieszaniem, gdzie rozrzut czasów przebywania jest znaczny. RTD pomaga określić:
RTD jest szczególnie ważne w procesach, gdzie kluczowe są jednorodność mieszania, unikanie degradacji cieplnej polimerów oraz stabilność jakości końcowego produktu. Metody wyznaczania RTD.RTD można eksperymentalnie zmierzyć, stosując metodę znakowania:
Typowe metody wprowadzania znacznika:
Efektywność mieszania i jednorodność przepływu.RTD dostarcza informacji o tym, jak równomiernie materiał przemieszcza się przez wytłaczarkę.
W praktyce optymalny proces wytłaczania znajduje się pomiędzy tymi dwoma skrajnościami – pewien poziom mieszania jest konieczny, ale nadmierna recyrkulacja może być szkodliwa. Obecność martwych stref i efektów recyrkulacji.Martwe strefy to obszary w wytłaczarce, gdzie materiał przebywa znacznie dłużej niż reszta wsadu. Ich obecność można rozpoznać na podstawie RTD:
Stabilność procesu wytłaczania.RTD jest również wskaźnikiem stabilności całego procesu.
Podsumowanie.RTD dostarcza cennych informacji na temat:
Dzięki analizie RTD można optymalizować geometrię ślimaka, warunki przetwarzania i strategię sterowania procesem, co prowadzi do poprawy jakości końcowego produktu i zwiększenia efektywności produkcji. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:



 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook