 – właściwości, synteza, przetwórstwo i zastosowania")
Polilaktyd (PLA) – właściwości, synteza, przetwórstwo i zastosowaniaPolilaktyd (PLA) to bio-based tworzywo termoplastyczne, które od lat znajduje zastosowanie nie tylko w druku 3D, ale również w wytłaczaniu, termoformowaniu, wtrysku, produkcji włókien oraz wybranych opakowaniach i zastosowaniach specjalistycznych. O jego przydatności technologicznej decydują nie tylko właściwości samego polimeru, ale również masa cząsteczkowa, stereochemia, stopień krystaliczności, dodatki oraz sposób prowadzenia procesu. W praktyce oznacza to, że PLA należy traktować nie jako uproszczony „ekologiczny zamiennik”, lecz jako materiał o konkretnych wymaganiach przetwórczych, którego właściwości końcowe są silnie zależne od warunków obróbki i docelowego zastosowania. Polimer PLA (Polilaktyd) – dlaczego jest tak ważny dla rynku tworzyw sztucznych?Polilaktyd, powszechnie określany skrótem PLA, należy do najważniejszych polimerów bio-based stosowanych we współczesnym przetwórstwie tworzyw. Materiał ten od lat budzi duże zainteresowanie zarówno w środowisku naukowym, jak i w praktyce przemysłowej, ponieważ łączy korzystny stosunek sztywności do masy, dobrą jakość powierzchni oraz możliwość przetwarzania w kilku dobrze znanych technologiach, takich jak wytłaczanie, formowanie wtryskowe, termoformowanie czy druk 3D. Znaczenie PLA nie wynika wyłącznie z jego pochodzenia z surowców odnawialnych. O przewadze tego materiału decyduje również to, że jego właściwości mogą być w szerokim zakresie kształtowane przez masę cząsteczkową, zawartość izomerów D i L, stopień krystaliczności, dodatki modyfikujące oraz warunki prowadzenia procesu. Dzięki temu PLA jest materiałem, który można dostosowywać do wielu zastosowań – od filamentów do druku 3D, przez folie i opakowania, po włókna, kompozyty i wybrane wyroby specjalistyczne. Porównanie właściwości PLA z typowymi tworzywami petrochemicznymi pokazuje, że materiał ten może oferować wysoki moduł sprężystości i korzystną sztywność, a jednocześnie pozostaje podatny na modyfikacje formulacyjne i procesowe. To właśnie dlatego PLA nie jest dziś postrzegane jedynie jako ciekawostka materiałowa, ale jako realna grupa materiałów technicznych, które w określonych zastosowaniach mogą stanowić alternatywę dla części klasycznych polimerów.
Tabela 1. Porównanie właściwości PLA z wybranymi polimerami. PLA jest materiałem, który może charakteryzować się dobrą przejrzystością, korzystną sztywnością oraz umiarkowanymi właściwościami barierowymi. Jednocześnie jego zachowanie nie jest stałe dla wszystkich klas materiału. Na właściwości PLA istotnie wpływają masa cząsteczkowa, stereochemia, poziom krystaliczności i historia cieplna. W praktyce oznacza to, że dwa materiały określane wspólną nazwą PLA mogą zachowywać się odmiennie podczas uplastyczniania, chłodzenia i użytkowania końcowego. Wysoka podatność na modyfikację jest jedną z ważniejszych cech tej grupy materiałów. Zmiana stosunku izomerów D i L wpływa na strukturę amorficzną lub półkrystaliczną tworzywa, a tym samym na właściwości mechaniczne, termiczne, reologiczne i szybkość degradacji. W rezultacie PLA może być projektowane zarówno jako materiał do zastosowań o wysokiej jakości powierzchni i dobrej sztywności, jak i jako baza do dalszego rozwijania kompozytów, mieszanin i formulacji specjalnych.
Tabela 2. Właściwości fizyczne kwasu polimlekowego (PLA). Znaczenie PLA w druku 3D i produkcji filamentówDlaczego PLA stał się kluczowym materiałem dla druku 3D FDM?PLA odgrywa szczególną rolę w technologii druku 3D FDM, ponieważ łączy względnie prosty przebieg procesu z dobrą jakością powierzchni, ograniczonym skurczem oraz szeroką dostępnością formulacji. To właśnie dzięki temu polilaktyd stał się jednym z podstawowych materiałów dla drukowania prototypów, modeli funkcjonalnych, krótkich serii detali oraz elementów demonstracyjnych. Z punktu widzenia przetwórczego PLA jest materiałem, którego jakość użytkowa w druku 3D zależy nie tylko od samej receptury, ale również od jakości filamentu, stabilności średnicy, zawartości wilgoci, warunków chłodzenia i historii cieplnej materiału. Oznacza to, że przy ocenie PLA jako materiału do druku 3D należy patrzeć szerzej niż tylko na temperaturę dyszy czy łatwość uzyskania pierwszej warstwy. Dla zastosowań profesjonalnych kluczowe znaczenie ma powtarzalność całego łańcucha: od żywicy, przez wytwarzanie filamentu, po warunki drukowania. Krótka historia rozwoju PLAKwas mlekowy został wyizolowany już w XVIII wieku, natomiast przemysłowa droga do polimerów polilaktydowych wymagała dalszego rozwoju metod syntezy i oczyszczania surowców. W XX wieku powstały podstawy technologiczne pozwalające na otrzymywanie materiałów o wyższej masie cząsteczkowej i lepszej użyteczności przetwórczej. Komercjalizacja PLA na większą skalę przyspieszyła dopiero wraz z obniżeniem kosztów wytwarzania i wzrostem zapotrzebowania na materiały pochodzące z surowców odnawialnych. Pojawienie się druku 3D FDM dodatkowo zwiększyło znaczenie PLA, ponieważ materiał ten okazał się szczególnie dobrze dopasowany do technologii opartej na osadzaniu uplastycznionego polimeru. Dziś PLA jest materiałem powszechnie wykorzystywanym zarówno w zastosowaniach amatorskich, jak i profesjonalnych, jednak wraz ze wzrostem wymagań jakościowych rośnie również znaczenie kontrolowanej produkcji filamentu oraz stabilności przetwórstwa. Właściwości PLA jako materiału do wytwarzania filamentówPLA posiada zestaw cech, które sprzyjają wytwarzaniu filamentów i dalszemu stosowaniu w technologii FDM. Do najważniejszych należą dobra sztywność, relatywnie niski skurcz przetwórczy, dobra jakość powierzchni oraz możliwość uzyskiwania filamentów o atrakcyjnej estetyce i szerokiej palecie odmian materiałowych. Jednocześnie materiał ten pozostaje wrażliwy na wilgoć i warunki prowadzenia procesu, co ma bezpośredni wpływ na powtarzalność średnicy, stabilność wypływu oraz właściwości gotowego wyrobu.
W praktyce oznacza to, że jakość filamentu PLA nie wynika wyłącznie z właściwości granulatów bazowych. Równie ważne są suszenie materiału, kontrola wilgoci, jednorodność uplastyczniania, stabilność wypływu z głowicy, warunki chłodzenia oraz precyzyjna kontrola średnicy i owalności. Właśnie dlatego temat PLA naturalnie łączy się z technologią wytwarzania filamentu i z doborem odpowiedniej infrastruktury procesowej. Jeżeli celem jest rozwój własnego filamentu PLA albo przemysłowa produkcja materiałów dla druku 3D, istotne znaczenie ma nie tylko formulacja, ale również odpowiednia linia technologiczna. W tym kontekście warto zobaczyć nasze linie produkcyjne filamentów do drukarek 3D oraz artykuł o liniach do produkcji i badań filamentów. Zastosowania części drukowanych z filamentu PLA
Zakres zastosowań części drukowanych z PLA jest szeroki, ale o przydatności materiału decyduje zawsze rzeczywisty profil obciążeń i środowisko pracy. W projektach profesjonalnych PLA sprawdza się szczególnie tam, gdzie istotne są sztywność, dobra jakość powierzchni, stabilność wymiarowa i szybkie przygotowanie części, natomiast nie jest optymalnym wyborem w każdym zastosowaniu wysokotemperaturowym czy udarowym. Kierunki rozwoju PLA jako materiału do druku 3DWraz z rosnącymi wymaganiami użytkowników rozwijane są formulacje PLA o lepszej odporności termicznej, wyższej udarności, większej stabilności wymiarowej oraz lepszym zachowaniu podczas wielokrotnego przetwarzania. Kierunki rozwoju obejmują zarówno modyfikację samej matrycy polimerowej, jak i rozwój kompozytów, blend oraz dodatków poprawiających krystalizację, wytrzymałość stopu i parametry użytkowe wydrukowanych części. W tym kontekście produkcja filamentów PLA przestaje być prostym procesem przepuszczenia materiału przez niewielką linię wytłaczarską. Coraz częściej staje się kontrolowanym procesem materiałowym, w którym dobór żywicy, suszenie, konfiguracja układu uplastyczniającego, chłodzenie, pomiar średnicy i stabilność całego ciągu technologicznego wprost przekładają się na jakość produktu końcowego. Synteza, właściwości i zastosowanie polimerów PLA na bazie kwasu polimlekowegoPLA należy do najważniejszych poliestrów alifatycznych otrzymywanych z surowców odnawialnych. Materiał ten łączy możliwość syntezy do wysokich mas cząsteczkowych z szerokimi możliwościami kształtowania właściwości mechanicznych, reologicznych i użytkowych. W zależności od składu stereochemicznego, stopnia krystaliczności i warunków prowadzenia procesu PLA może występować w odmianach o zróżnicowanej sztywności, przezroczystości, wytrzymałości, podatności na degradację oraz przydatności do konkretnych technologii przetwórczych. W praktyce oznacza to, że zrozumienie syntezy i struktury PLA ma bezpośrednie znaczenie dla doboru technologii. Materiał ten może być stosowany w biokompozytach, opakowaniach, wytwarzaniu przyrostowym, wyrobach medycznych czy włóknach, ale wymagania dla każdej z tych grup zastosowań są inne. Dlatego właściwości PLA należy oceniać zawsze przez pryzmat materiału, formulacji, procesu i konkretnej funkcji użytkowej.
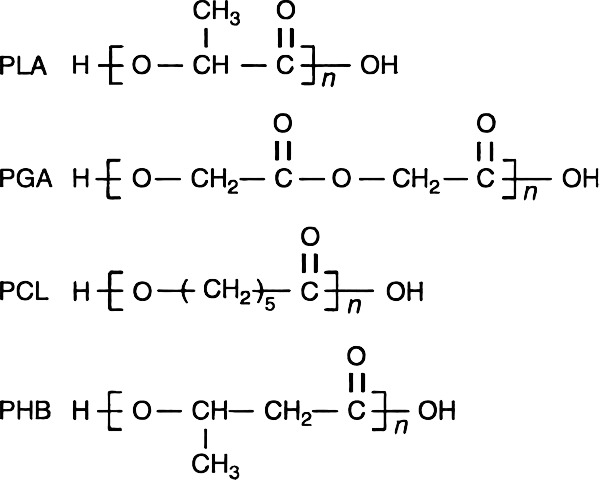
Rys. 1. Wzory strukturalne wybranych polimerów biodegradowalnych.
Tabela 3. Składniki i właściwości wybranych tworzyw biodegradowalnych. W komunikacji dotyczącej PLA trzeba zachować ostrożność pojęciową. Materiał ten jest bio-based, natomiast pojęcia biodegradowalności i kompostowalności nie są tożsame z samym pochodzeniem surowca. Dla finalnych wyrobów kluczowe znaczenie mają konkretne warunki końca życia produktu, zgodność z odpowiednimi normami oraz rzeczywista infrastruktura zagospodarowania odpadu. Z punktu widzenia poważnej bazy wiedzy technologicznej jest to szczególnie istotne, ponieważ uproszczone utożsamianie wszystkich tych pojęć prowadzi do błędnych wniosków materiałowych i marketingowych. Jednocześnie PLA pozostaje jedną z najważniejszych grup materiałów dla rozwoju biogospodarki i nowoczesnego przetwórstwa polimerów. Jego zaletą jest możliwość szerokiej modyfikacji właściwości, relatywnie wysoka dostępność przemysłowa oraz kompatybilność z wieloma technologiami przetwórczymi. O ograniczeniach PLA również trzeba jednak mówić wprost: materiał ten wykazuje kruchość, wrażliwość na wilgoć, relatywnie wolną krystalizację i ograniczoną odporność cieplną bez dodatkowej modyfikacji.
Synteza i polimeryzacja PLAPLA pochodzi z zasobów odnawialnych, takich jak skrobia kukurydziana czy trzcina cukrowa. W ujęciu przemysłowym fermentacja bakteryjna prowadzi do otrzymania kwasu mlekowego, który następnie jest przekształcany do laktydu lub innych pośrednich form umożliwiających uzyskanie polimeru o odpowiedniej masie cząsteczkowej. Jakość żywicy końcowej zależy od czystości procesu, stopnia odwodnienia, rodzaju katalizatora, stereochemii monomerów oraz warunków polimeryzacji.
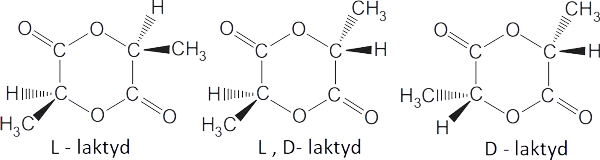
Rys. 2. Struktury chemiczne laktydu oraz znaczenie stereochemii dla budowy PLA. Stereochemia ma tu fundamentalne znaczenie. Udział enancjomerów L i D wpływa na strukturę morfologiczną polimeru, temperaturę zeszklenia, temperaturę topnienia, szybkość krystalizacji oraz właściwości mechaniczne i reologiczne. To właśnie dlatego w praktyce materiałoznawczej nie wystarczy mówić o PLA jako jednej, jednolitej substancji – istotna jest konkretna architektura łańcucha, udział frakcji stereoizomerycznych oraz historia wytwarzania materiału. Przekształcenie kwasu mlekowego w kwas polimlekowyKwas mlekowy, czyli kwas 2-hydroksypropionowy, występuje w dwóch optycznie aktywnych konfiguracjach: L(+) i D(-). W procesach fermentacyjnych można wykorzystywać różne szczepy bakterii i różne źródła węglowodanów, takie jak skrobia kukurydziana, skrobia ziemniaczana, sacharoza czy laktoza. Dobór substratu, organizmu fermentacyjnego, metod oczyszczania i późniejszego odwodnienia ma bezpośredni wpływ na jakość pośrednich produktów reakcji oraz na możliwość otrzymania PLA o wyższej masie cząsteczkowej i lepszej stabilności przetwórczej. Różne sposoby syntezy PLASynteza PLA obejmuje kilka ścieżek technologicznych, jednak dla praktyki materiałowej najważniejsze są trzy podejścia:
Każda z tych metod ma własne ograniczenia technologiczne. W praktyce przemysłowej największe znaczenie ma uzyskanie odpowiedniej masy cząsteczkowej, ograniczenie obecności wody i zanieczyszczeń oraz kontrola reakcji degradacji towarzyszących polimeryzacji.
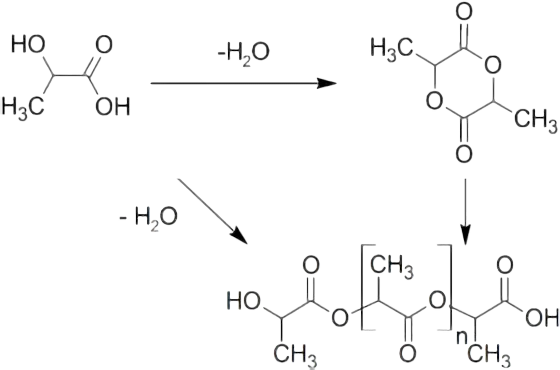
Rys. 3. Schematyczne przedstawienie różnych podejść do syntezy PLA o wysokiej masie cząsteczkowej. Mechanizmy polimeryzacji PLAPolimeryzacja kondensacyjna jest rozwiązaniem relatywnie prostym, ale trudniejszym pod względem otrzymywania bardzo wysokich mas cząsteczkowych. Z kolei polimeryzacja z otwarciem pierścienia laktydu daje większą kontrolę nad masą cząsteczkową i strukturą polimeru, dlatego ma szczególne znaczenie dla materiałów wymagających lepszych właściwości użytkowych i przetwórczych. W obu przypadkach kluczowe znaczenie mają czystość układu, temperatura, czas procesu i obecność zanieczyszczeń.
PLA o większej masie cząsteczkowej można otrzymywać przez azeotropową kondensację odwodniającą kwasu mlekowego bez konieczności stosowania części dodatkowych środków przedłużających łańcuch. W tej procedurze fundamentalne znaczenie ma skuteczne usunięcie wody, ponieważ jej obecność ogranicza możliwość wzrostu masy cząsteczkowej i sprzyja reakcjom niepożądanym. Zanieczyszczenia powstające w fermentacji lub podczas oczyszczania surowca również mogą obniżać końcową jakość materiału.
Rys. 4. Polikondensacja kwasu mlekowego.
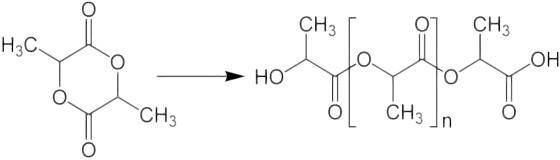
ROP, czyli polimeryzacja laktydu z otwarciem pierścienia, należy do najważniejszych metod wytwarzania PLA o wysokiej masie cząsteczkowej. Umożliwia ona lepszą kontrolę parametrów materiału, ale wymaga odpowiednich katalizatorów, wysokiej czystości układu oraz właściwego doboru temperatury i czasu reakcji. W praktyce przemysłowej ROP ma duże znaczenie, ponieważ umożliwia projektowanie materiału pod konkretne wymagania dotyczące przetwórstwa i właściwości końcowych.
Rys. 5. Otwarcie pierścienia laktydu. Właściwości polimeru PLAPLA jest materiałem termoplastycznym, który może występować w odmianach amorficznych lub półkrystalicznych, a jego właściwości końcowe wynikają z budowy makrocząsteczkowej, masy cząsteczkowej, stereochemii i warunków procesu. Z technicznego punktu widzenia szczególnie istotne są właściwości reologiczne, mechaniczne, termiczne i barierowe, ponieważ to one decydują o doborze technologii i jakości produktu końcowego. Właściwości reologiczne PLAStop PLA jest materiałem lepkosprężystym i nienewtonowskim. W praktyce oznacza to, że jego lepkość i zachowanie podczas płynięcia zależą od temperatury, szybkości ścinania, czasu przebywania w układzie uplastyczniającym oraz stanu degradacji materiału. Półkrystaliczne odmiany PLA mogą wykazywać inne zachowanie reologiczne niż odmiany bardziej amorficzne, co wynika z różnic w strukturze makrocząsteczkowej i historii materiału. Dla przetwórstwa szczególnie ważne jest to, że PLA pozostaje wrażliwe na degradację procesową. Wzrost temperatury, nadmierny czas przebywania, obecność wilgoci i intensywne ścinanie mogą prowadzić do obniżenia masy cząsteczkowej, zmiany lepkości stopu i pogorszenia części właściwości użytkowych. Z tego względu wielokrotne wytłaczanie, niewłaściwe suszenie lub długie utrzymywanie materiału w stanie stopionym nie są obojętne dla końcowej jakości tworzywa. Procesy takie jak wytłaczanie, wtryskiwanie, przędzenie czy wytwarzanie filamentów mogą zatem istotnie wpływać na właściwości PLA. Z technologicznego punktu widzenia oznacza to konieczność świadomego prowadzenia procesu, kontroli wilgoci surowca i odpowiedniego doboru temperatur oraz czasu przebywania w układzie. Właśnie dlatego PLA tak dobrze wpisuje się w tematykę przetwarzania tworzyw sztucznych metodą wytłaczania, gdzie o jakości wyrobu decyduje nie tylko materiał, ale i stabilność całego procesu. Właściwości mechaniczne PLAPLA cechuje się korzystnym modułem sprężystości, dobrą sztywnością oraz atrakcyjnymi właściwościami powierzchniowymi. To właśnie dlatego materiał ten jest chętnie stosowany tam, gdzie ważna jest stabilność wymiarowa, jakość wizualna i możliwość uzyskania elementów o dobrej sztywności przy relatywnie niskiej masie. W części zastosowań parametry mechaniczne PLA mogą być porównywalne z materiałami takimi jak PS lub wybranymi klasami PET. Równocześnie trzeba podkreślić ograniczenia: PLA jest materiałem relatywnie kruchym, o mniejszej ciągliwości niż część klasycznych polimerów konstrukcyjnych. Dlatego tak duże znaczenie mają mieszanki, plastyfikatory, wypełniacze, włókna wzmacniające i odpowiednio prowadzona krystalizacja. Dzięki takim zabiegom można poprawiać udarność, zwiększać sztywność, kształtować odporność termiczną i rozszerzać zakres praktycznych zastosowań materiału. Charakterystyka przepuszczalności PLAWłaściwości barierowe PLA zależą od stopnia krystaliczności, historii termicznej, wolnej objętości w fazie amorficznej oraz budowy chemicznej łańcucha polimerowego. Zasadniczo PLA wykazuje ograniczone właściwości barierowe wobec części gazów i pary wodnej, co ma istotne znaczenie dla zastosowań opakowaniowych. Jednocześnie poprzez odpowiednią krystalizację, dobór formulacji, laminowanie lub tworzenie mieszanin można te właściwości w pewnym zakresie modyfikować. W zastosowaniach opakowaniowych nie wystarczy więc traktować PLA jako jednorodnej grupy materiałów. Kluczowe znaczenie ma to, czy dany wyrób ma pracować jako opakowanie krótkoterminowe, folia funkcjonalna, element wielowarstwowy czy nośnik dodatków aktywnych. Właściwości bariery dla tlenu, pary wodnej i innych gazów są tu konsekwencją zarówno chemii materiału, jak i sposobu jego przetworzenia. Kompostowalność i właściwości biodegradacyjne PLAOpisując biodegradację PLA, trzeba wyraźnie rozróżniać degradację materiału, biodegradację oraz kompostowalność. Materiał może ulegać fragmentacji i utracie masy, nie oznacza to jednak automatycznie, że w danym środowisku i w określonym czasie spełni wymagania dla kompostowalności końcowego wyrobu. W praktyce przemysłowej znaczenie mają odpowiednie normy, warunki temperaturowe, wilgotnościowe i czasowe, a także rzeczywista infrastruktura zagospodarowania odpadu. Degradacja PLA może zachodzić w wyniku hydrolizy, działania wody oraz aktywności mikroorganizmów, jednak szybkość tego procesu zależy od środowiska, temperatury, budowy materiału i jego krystaliczności. W warunkach przemysłowego kompostowania proces ten przebiega znacznie inaczej niż w środowisku naturalnym. Dlatego poważna komunikacja techniczna nie powinna upraszczać zagadnienia do stwierdzenia, że „PLA po prostu ulega biodegradacji”, lecz odnosić się do konkretnych scenariuszy i warunków końca życia produktu. Z perspektywy przemysłowej równie ważne jak sama biodegradacja pozostają recykling, czystość strumienia materiałowego, jakość systemów sortowania i możliwości odzysku surowca. PLA może być więc rozpatrywane nie tylko jako materiał do kompostowania, ale również jako tworzywo do projektowania bardziej kontrolowanych obiegów materiałowych. Zastosowania polimeru i kompozytów PLAPLA oraz kompozyty na jego bazie znajdują zastosowanie w wielu obszarach przemysłu, od opakowań i włókien, przez druk 3D i kompozyty techniczne, po część zastosowań biomedycznych. O przydatności materiału decyduje jednak nie sama nazwa polimeru, ale zdolność do zaprojektowania odpowiedniej kombinacji właściwości mechanicznych, reologicznych, termicznych, barierowych i degradacyjnych. Biomedyczne zastosowania materiału PLAPLA i jego kopolimery są od lat wykorzystywane w biomedycynie, inżynierii tkankowej oraz w systemach dostarczania leków. Wynika to z ich biozgodności, możliwości kontrolowania szybkości degradacji oraz szerokiego zakresu form, jakie można wytwarzać z materiału – od włókien i rusztowań po drobne elementy implantowalne i układy nośnikowe. W obszarze biomedycznym szczególne znaczenie ma jednak precyzyjna kontrola masy cząsteczkowej, struktury materiału, profilu degradacji i ewentualnej obecności dodatków. Zastosowania biomedyczne pokazują dobrze jedną z najważniejszych cech PLA: to materiał, którego zachowanie może być projektowane. Różne kombinacje stereochemii, kopolimeryzacji, mieszania i dodatków umożliwiają kształtowanie właściwości w zależności od wymagań konkretnej aplikacji. Produkcja przyrostowa – druk 3D FDM z zastosowaniem filamentu PLAWytwarzanie przyrostowe należy dziś do najważniejszych technologii szybkiego prototypowania i krótkoseryjnej produkcji elementów z tworzyw. W tej grupie PLA pozostaje jednym z najbardziej rozpoznawalnych materiałów, ponieważ dobrze odpowiada na potrzeby związane z prostotą przetwarzania, jakością powierzchni i relatywnie niewielką skłonnością do deformacji. Jednocześnie rozwój kompozytowych filamentów PLA pokazuje, że materiał ten nie kończy się na podstawowych zastosowaniach modelowych, lecz może być podstawą bardziej zaawansowanych rozwiązań funkcjonalnych. W praktyce przemysłowej coraz większe znaczenie ma nie sam fakt stosowania PLA w FDM, ale to, jak zaprojektowano filament. Właściwości części wydrukowanych zależą od jednorodności materiału, obecności wypełniaczy lub włókien, precyzji średnicy filamentu, stabilności procesu jego produkcji oraz od warunków samego druku. Dlatego temat PLA w druku 3D należy traktować jako zagadnienie materiałowo-procesowe, a nie wyłącznie jako wybór „łatwego filamentu”. Opakowania żywności wytwarzane z PLAPLA znajduje szerokie zastosowanie w opakowaniach żywności, zwłaszcza tam, gdzie istotne są estetyka, formowalność i możliwość projektowania materiałów w kierunku określonych wymagań użytkowych. Materiał może być wykorzystywany do wytwarzania kubków, tacek, pojemników, folii i innych wyrobów, jednak w praktyce przemysłowej właściwości opakowania zależą od składu materiału, warunków przetwarzania oraz architektury całego wyrobu. Aby poprawić funkcjonalność takich opakowań, stosuje się między innymi:
Materiały kompozytowe PLAKompozyty na bazie PLA są jednym z najaktywniej rozwijanych obszarów współczesnej materiałoznawczej pracy nad biopolimerami. Wzmacnianie matrycy PLA wypełniaczami organicznymi i nieorganicznymi umożliwia poprawę wybranych właściwości mechanicznych, termicznych, reologicznych lub barierowych. W praktyce stosuje się między innymi skrobię, nanocelulozę, włókna naturalne, tlenki metali, nanorurki węglowe czy różnego rodzaju dodatki mineralne. Projektowanie kompozytów PLA wymaga jednak kontroli wielu parametrów: dyspersji wypełniaczy, adhezji międzyfazowej, wpływu dodatków na degradację, zdolności do krystalizacji oraz przetwarzalności stopu. To właśnie dlatego kompozyty PLA są dziś tak ważnym polem badań i wdrożeń przemysłowych – umożliwiają przełamywanie podstawowych ograniczeń materiału, ale jednocześnie stawiają wyższe wymagania technologii. Zastosowanie PLA w motoryzacjiW branży motoryzacyjnej rośnie znaczenie materiałów pozwalających ograniczać masę pojazdu i zwiększać udział surowców pochodzących ze źródeł odnawialnych. PLA jest rozpatrywane jako jeden z kandydatów do wybranych zastosowań dzięki korzystnej sztywności, możliwości modyfikacji oraz dobrej podatności na przetwórstwo. Zastosowanie tego materiału w motoryzacji wymaga jednak bardzo świadomego podejścia do jego odporności termicznej, starzenia oraz zachowania pod obciążeniem, dlatego najczęściej rozważa się je w postaci kompozytów lub mieszanin o odpowiednio zaprojektowanej strukturze. Wnioski i perspektywy dotyczące możliwości stosowania PLAPLA i kompozyty na jego bazie należą dziś do najważniejszych grup materiałów bio-based rozwijanych dla współczesnego przemysłu polimerowego. O sile tego materiału decydują dobra sztywność, szerokie możliwości modyfikacji, kompatybilność z wieloma technologiami przetwórczymi oraz rosnąca dostępność formulacji dopasowanych do konkretnych zastosowań. Jednocześnie ograniczenia PLA – przede wszystkim kruchość, relatywnie niska odporność cieplna bez modyfikacji, wolniejsza krystalizacja i wrażliwość na wilgoć – wymagają świadomego podejścia do projektowania materiału i procesu. W praktyce oznacza to, że przyszłość PLA nie zależy wyłącznie od dalszego wzrostu skali produkcji, ale również od lepszego zrozumienia zjawisk materiałowych i przetwórczych. Kontrola masy cząsteczkowej, stereochemii, krystalizacji, degradacji procesowej oraz interakcji z dodatkami i wypełniaczami będzie nadal decydować o tym, czy PLA spełni wymagania konkretnych zastosowań technicznych. Dla firm zajmujących się przetwórstwem tworzyw, rozwojem filamentów, projektowaniem kompozytów lub wytwarzaniem nowych materiałów kluczowe znaczenie ma więc połączenie wiedzy materiałowej z dobrze zaprojektowaną technologią. To właśnie w tym miejscu PLA przestaje być jedynie „bioplastikiem”, a staje się pełnoprawnym materiałem inżynierskim, którego użyteczność zależy od jakości całego procesu – od syntezy i formulacji, przez wytłaczanie i stabilność stopu, aż po właściwości gotowego wyrobu. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:

.webp)


 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook