
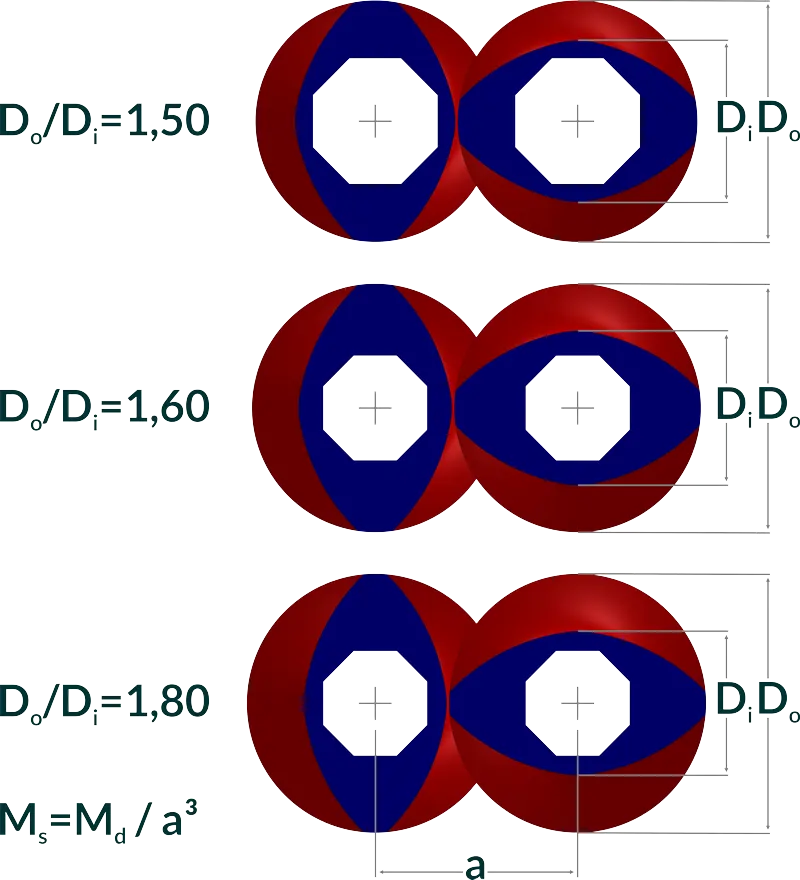
Dlaczego kontrola temperatury topnienia jest istotna w przypadku wytłaczarek dwuślimakowych?Współbieżne, zazębiające się wytłaczarki dwuślimakowe (TSE) są najczęściej używanym sprzętem w przemyśle do ciągłego mieszania i wytłaczania polimerów z dodatkami i wypełniaczami. Porównanie ślimaków o różnej głębokości kanału w wytłaczarce dwuślimakowej.Wytłaczarki dwuślimakowe (TSE) używają segmentowych ślimaków zmontowanych na wale. Wał ślimaków przenosi wysoki moment obrotowy. Cylindry wytłaczarek dwuślimakowych również posiadają konstrukcje segmentową i są wyposażone w wydajne systemy ogrzewania i chłodzenia. Silnik wytłaczarki dostarcza energię mechaniczną do stopu poprzez obracanie ślimaków. Część energii mechanicznej zostanie zamieniona na ciepło a cześć zostanie zużyta do transportu stopu. Segmentowa konstrukcja ślimaków pozwala kontrolować charakterystyki przetwarzania poprzez dopasowanie geometrii ślimaków do zadania. Transport ciał stałych i topienie odbywają się w pierwszych sekcjach układu uplastyczniającego wytłaczarki. Następne sekcje ślimaków są zazwyczaj przeznaczone do mieszania i odgazowywania. Wolna objętość w sekcji procesu jest związana ze stosunkiem Do/Di, który jest definiowany jako średnica zewnętrzna (Do) podzielona przez średnicę wewnętrzną (Di) ślimaka. Głębsze przeloty skutkują większą wolną objętością i niższymi średnimi szybkościami ścinania, ale mniejszym momentem obrotowym, ponieważ średnica wałów ślimaków będzie mniejsza. Większa wolna objętość oznacza większą głębokość kanału, która skutkuje większą różnicą temperatur. Różnica temperatur w kanale dotyczy temperatury przy ścianie cylindra i przy rdzeniu ślimaków. Modele wytłaczarek Do/Di=1,60 oraz Do/Di=1,80 mogą być wyposażone w układy uplastyczniające, które są zamienne i współpracują z tą samą przekładnią. W przypadku stosunku Do/Di 1,80/1 średnia temperatura stopu będzie niższa ze względu na niższy pobór energii właściwej (kWh) na 1kg przetworzonego materiału i mieszanie. Efektem jest łagodniejsza/średnia geometria ślimaka. Stosunek Do/Di 1,80/1 pozwala na podanie większej ilości materiału do wytłaczarki. Osiągalny wzrost szybkości podawania materiału będzie porównywalny do wzrostu wolnej objętości związanej z wyższymi stosunkami Do/Di. Przy wyższych prędkościach ślimaka wzrost wydajności nie będzie tak wyraźny. W przypadku stosunku Do/Di 1,80/1 średnia temperatura topnienia będzie niższa ze względu na niższe zużycie energii właściwej (kWh) na 1kg przetworzonego materiału oraz łagodniejsze efekty mieszania związane z geometrią ślimaków.
Rys.1 Porównanie współczynników średnic i głębokości kanału ślimaków w wytłaczarce dwuślimakowej. Jak wyraźnie widać na ilustracji (Rys.1), dostępna przestrzeń w przekroju ślimaka na wał przenoszący moment obrotowy jest większa w przypadku wariantu geometrii Do/Di=1,50. W przypadku żywic o wysokiej energii przetwarzania, takich jak tworzywa termoplastyczne do zastosowań inżynieryjnych, daje to znaczące korzyści pod względem mocy, którą można zastosować do tych materiałów. Tworzywa termoplastyczne o wyższej energii wymagają do wytłaczania wysokiego momentu obrotowego ślimaków. Natomiast w przypadku Do/Di=1,80 występuje największa wolna objętość ślimaka. Głębokość kanału – wpływ na mieszanie ścinające i rozciągające.Konstruktorzy wytłaczarek i użytkownicy widzą zalety wytłaczarek z głębszymi kanałami ślimaków:
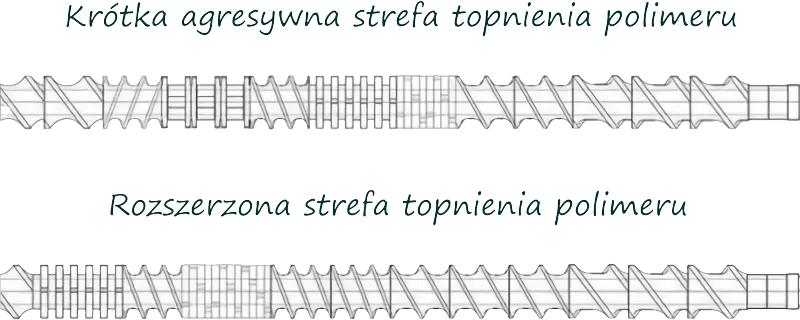
Przy danej prędkości ślimaka w wypełnionym kanale można obliczyć średnią szybkość ścinania, przy czym ślimaki Do/Di = 1,80 mają niższą szybkość ścinania. Jako regułę można przyjąć że, szybkość ścinania przy 300 obr./min w wytłaczarce Do/Di = 1,60 jest taka sama jak w wytłaczarce Do/Di = 1,80 pracującej przy 500 obr./min. W rzeczywistości jednak te teoretyczne ograniczenia rzadko utrzymują się niezależnie od geometrii wytłaczarki i zazwyczaj można je przezwyciężyć, optymalizując warunki przetwarzania i konstrukcję ślimaka. Efektywne mieszanie wykorzystuje równowagę przepływów ścinających i rozciągających. Ekstruder dwuślimakowy, gdy kanały stają się pełne, ma zmianę objętości w kanałach przekroju poprzecznego między ślimakami, które zwiększają i zmniejszają objętość, gdy ślimaki się obracają. Te siły ściskania powodują serię naprzemiennych przepływów rozciągających do tyłu i do przodu wzdłuż ślimaków. W miarę jak stopień wypełnienia kanału wzrasta do 100%, stają się one bardziej intensywne. W miarę jak stopień wypełnienia wzrasta, intensywność przepływu wzrasta. Praca wykonana przez sprężanie i rozszerzanie materiału w blokach ugniatających jest proporcjonalna do iloczynu objętości i współczynnika sprężania. Połączenie tych efektów pokazuje znaczącą zaletę geometrii Do/Di = 1,80, która w tym przypadku ma większe objętości przepływu podłużnego. Ta analiza nie bierze pod uwagę prędkości roboczej ślimaka. Jeśli, co jest prawdopodobne, geometria wytłaczarki Do/Di = 1,80 może być efektywnie obsługiwana przy wyższych prędkościach ślimaka, ten efekt będzie jeszcze większy. Porównanie dwóch konfiguracji długości strefy topnienia w wytłaczarce dwuślimakowej.Agresywna strefa topnienia, w której topienie jest zakończone w trzeciej strefie cylindra (12 L/D).Rozszerzona strefa topnienia, w której topnienie jest zakończone w czwartej strefie cylindra (16 L/D).
Rys.2 Agresywna strefa topnienia, w której topnienie jest zakończone w trzeciej strefie cylindra (12 L/D). W każdym przypadku temperatura stopu w agresywnej konstrukcji będzie wyższa niż w rozszerzonej konstrukcji strefy. Agresywna konstrukcja strefy topienia wykorzystuje neutralne/szerokie elementy bloku ugniatającego i elementy odwrotne, aby osiągnąć całkowite stopienie polimeru w trzeciej strefie cylindra. Celem zastosowania agresywnej strefy topienia może być uzyskanie krótszego stosunku L/D lub stworzenie miejsca na dodatkowe operacje jednostkowe (tj. podawanie boczne, mieszanie lub odgazowywanie) w dalszych strefach cylindra. W każdym przypadku temperatura topnienia dla agresywnej konstrukcji będzie znacznie wyższa niż dla rozszerzonej konstrukcji strefy. Warto zauważyć, że temperatury mierzone przez sondy zanurzone w stopie będą znacznie wyższe niż te mierzone przez sondy umieszczone w korpusie cylindra. Różnica temperatur może dochodzić do 20oC a nawet 40oC. Rozszerzona konstrukcja strefy topienia skutkuje niższymi temperaturami topienia niż agresywne konstrukcje ślimaków. Porównanie dwóch stref topienia (aktywnej i rozszerzonej) pokazuje, że aktywna strefa topienia prowadzi do znacznego wzrostu temperatury i niższej osiągalnej wydajności w porównaniu do rozszerzonej strefy topienia. Wyższe temperatury nieodłącznie są związane z agresywnymi konstrukcjami ślimaków mogą również prowadzić do znacznej degradacji stopu, o czym zwykle świadczy dymienie i odbarwienie przy większych prędkościach ślimaków. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:



 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook