
Rodzaje wytłaczarek, poradnik technologiczny.Poniżej znajdziesz praktyczny poradnik podziału wytłaczarek jednoślimakowych i dwuślimakowych ze względu na rozmiar (średnicę ślimaka) oraz szacowaną wydajność, wraz z definicjami i typowymi zastosowaniami. Rodzaje wytłaczarek – systematyczny poradnik technologicznyEkstruzja jest jedną z kluczowych technologii ciągłego przetwórstwa tworzyw polimerowych i elastomerów. Dobór właściwej wytłaczarki zależy od rodzaju materiału, celu procesu oraz wymaganej skali badań lub produkcji. Poniższe zestawienie przedstawia usystematyzowany podział wytłaczarek jednoślimakowych, dwuślimakowych oraz wytłaczarek do gumy – wraz z definicjami, przykładami procesów i modelami stosowanymi w praktyce przemysłowej i R&D. Warto traktować podane zakresy wydajności jako orientacyjne, ponieważ zależą one m.in. od lepkości stopu, stopnia wypełnienia, L/D oraz ograniczeń momentu. 1. Wytłaczarki jednoślimakowe (SSE)Wytłaczarki jednoślimakowe (Single Screw Extruders – SSE) są przeznaczone głównie do ciągłego formowania jednorodnych tworzyw termoplastycznych. Proces obejmuje transport, uplastycznienie i sprężanie stopu przy ograniczonym mieszaniu poprzecznym. Charakterystyka ogólnaWytłaczarka jednoślimakowa wykorzystuje jeden obracający się ślimak umieszczony w cylindrze. Transport, uplastycznianie i homogenizacja tworzywa odbywają się głównie dzięki tarciu, gradientom temperatury oraz ścinaniu w warstwie przyściennej. Kluczowe cechy:
Podział wytłaczarek jednoślimakowych według skali
Definicje i przykłady procesów – SSESSE-M – wytłaczarki miniaturowe
SSE-L – wytłaczarki laboratoryjne
SSE-LP – wytłaczarki laboratoryjno-pilotażowe
SSE-P i SSE-I – pilotażowe i przemysłowe
Rysunek 1. Jednoślimakowe miniaturowe wytłaczarki laboratoryjne 12 i 16 mm.
Rysunek 2. Jednoślimakowe wytłaczarki laboratoryjne 20–32 mm.
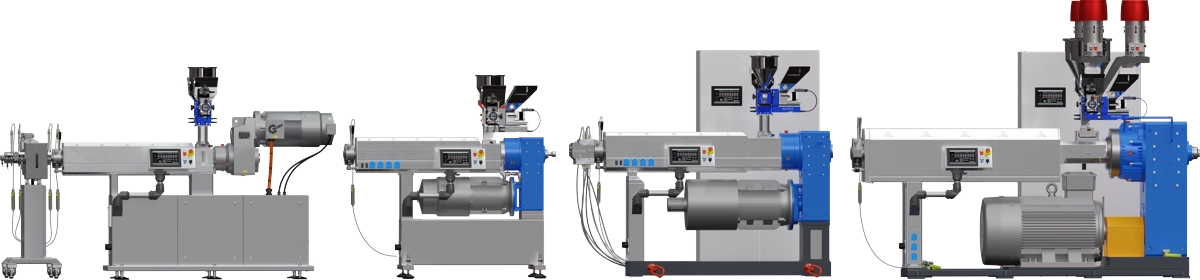
Rysunek 3. Jednoślimakowe wytłaczarki 45–90 mm. 2. Wytłaczarki dwuślimakowe (TSE)Wytłaczarki dwuślimakowe (Twin Screw Extruders – TSE) są stosowane w procesach wymagających intensywnego mieszania, dyspersji i kontroli energii mechanicznej. Segmentowa budowa ślimaków umożliwia precyzyjne dopasowanie konfiguracji technologicznej (transport, ugniatanie, odgazowanie, budowa ciśnienia). Podział wytłaczarek dwuślimakowych według skali
Definicje i przykłady procesów – TSE
Rysunek 4. Dwuślimakowe wytłaczarki miniaturowe 2×12 mm i 2×16 mm.
Rysunek 5. Dwuślimakowe wytłaczarki laboratoryjne 2×20 mm, 2×34 mm i 2×32 mm.
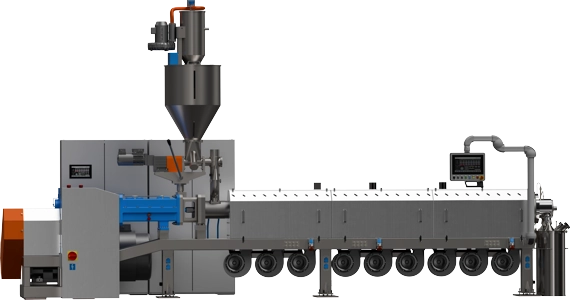
Rysunek 6. Dwuślimakowa wytłaczarka 2×92 mm. 3. Wytłaczarki do gumy i elastomerówWytłaczarki do gumy i elastomerów pracują w warunkach wysokiego momentu obrotowego. Materiał nie topi się jak termoplast, lecz jest mechanicznie uplastyczniany, a proces ekstruzji stanowi etap przygotowawczy przed wulkanizacją. Podział wytłaczarek do gumy
Definicje i przykłady procesów – guma
Rysunek 7. Jednoślimakowe wytłaczarki do gumy 32–90 mm. Jak dobrać typ wytłaczarki do zadania (praktyczna checklista)
Parametry porównawcze w praktyce (co warto sprawdzać w specyfikacji)
Najczęstsze błędy doboru (diagnostyka)
PodsumowanieSystematyczny podział wytłaczarek na jednoślimakowe, dwuślimakowe oraz specjalistyczne wytłaczarki do gumy umożliwia świadome projektowanie procesu technologicznego oraz bezpieczne przejście od R&D do produkcji przemysłowej. W praktyce ostateczny dobór powinien uwzględniać nie tylko średnicę i wydajność, ale też ograniczenia momentu, możliwość odgazowania oraz wymagany poziom mieszania i dyspersji. FAQ – najczęstsze pytaniaKiedy wybrać SSE, a kiedy TSE?SSE sprawdza się w stabilnym formowaniu jednorodnych termoplastów (profile, rury, folia), gdy kluczowa jest prostota i stabilność. TSE wybiera się, gdy potrzebne jest intensywne mieszanie, dyspersja napełniaczy, devolatilizacja lub procesy reaktywne. Czy średnica ślimaka zawsze determinuje wydajność?Nie. Średnica jest dobrym wskaźnikiem skali, ale realna wydajność zależy m.in. od L/D, dostępnego momentu, lepkości stopu, geometrii ślimaka, stopnia wypełnienia i ograniczeń głowicy. Co oznacza „devolatilizacja” i kiedy jest potrzebna?Devolatilizacja to usuwanie lotnych składników (wilgoć, monomery, rozpuszczalniki) ze stopu, zwykle w sekcjach odpowietrzania w TSE. Jest istotna w recyklingu, procesach z dodatkami lotnymi oraz w reactive extrusion. Czym różnią się wytłaczarki do gumy od wytłaczarek do termoplastów?W gumie materiał jest mechanicznie uplastyczniany i nie przechodzi klasycznego topienia jak termoplast. Dlatego konstrukcja (moment, geometria, chłodzenie) i kryteria doboru są inne, a proces jest zwykle etapem przed wulkanizacją. Jak dobrać skalę (mini/lab/pilot/produkcja) pod R&D?Do opracowania receptury i szybkich iteracji wystarcza mini/lab. Do wiarygodnego skalowania i walidacji narzędzi lepszy jest lab-pilot. Jeśli celem jest przygotowanie do produkcji seryjnej, pilotaż pozwala zweryfikować stabilność procesu i koszty jednostkowe. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:








 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook