
Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnychWytłaczarki dwuślimakowe (ang. twin-screw extruders) są powszechnie stosowane w przetwórstwie polimerów ze względu na ich zdolność do intensywnego mieszania, kontroli temperatury i równomiernego transportu materiału. Zasadniczy element takich maszyn stanowią ślimaki, których geometria decyduje o charakterystyce przepływu, mieszania i transferu ciepła. Segmentowe ślimaki reprezentują zaawansowaną koncepcję konstrukcyjną polegającą na modularnym łączeniu segmentów o różnej geometrii wzdłuż osi ślimaka, co umożliwia precyzyjne dopasowanie profilu narzędzia do wymagań procesu. Rola ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych (TSE)Modularne ślimaki segmentowe stanowią kluczowy element funkcjonalny wytłaczarek dwuślimakowych współbieżnych (TSE – Twin Screw Extruders), ponieważ umożliwiają świadome kształtowanie transportu, mieszania oraz dopływu energii mechanicznej do stopu wzdłuż całej długości układu. W odróżnieniu od wytłaczarek jednoślimakowych, w których przepływ ma charakter kanałowy o dominacji warstw laminarno-ściernych, w układach dwuślimakowych występuje złożone pole prędkości w kanałach oraz w strefie zazębiania. Intensywność mieszania wynika przede wszystkim z geometrii elementów ślimaka i poziomu ścinania, a nie z turbulencji w sensie klasycznym. Zmiana konfiguracji segmentów (skok, głębokość kanału, elementy rewersyjne, bloki ugniatające) modyfikuje lokalny profil naprężeń ścinających, rozkład temperatury stopu oraz efektywność wtłaczania medium polimerowego. Co można precyzyjnie kształtować konfiguracją ślimaka?
Systemy segmentowe są standardem w urządzeniach oferowanych przez producentów wytłaczarek dwuślimakowych, co odzwierciedla ich uniwersalność w przetwórstwie polimerów, elastomerów i kompozytów. W przeciwieństwie do ślimaków monolitycznych, konstrukcja segmentowa pozwala traktować geometrię jako zmienną procesową, równorzędną względem temperatury cylindra czy prędkości obrotowej. Budowa i konstrukcja mechaniczna ślimaków segmentowychŚlimak segmentowy składa się z:
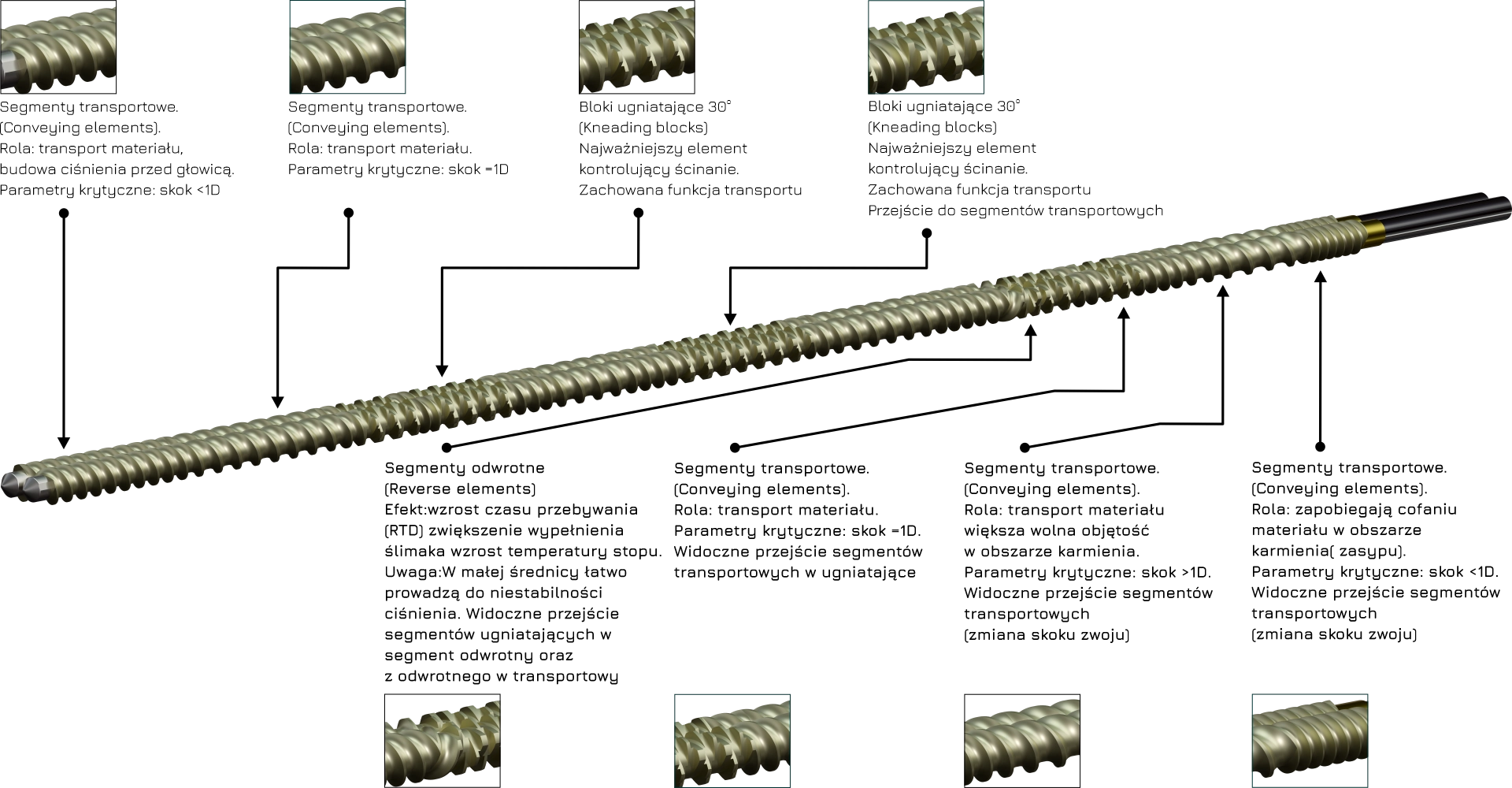
Moment obrotowy z wału na segmenty ślimaka przenoszony jest przez dopasowanie geometryczne powierzchni współpracujących. Wysoka precyzja wykonania ogranicza luz skrętny, minimalizując mikrouderzenia oraz zużycie zmęczeniowe w warunkach cyklicznych obciążeń. Anatomia budowy ślimaków segmentowych do wytłaczarek dwuślimakowych
Rysunek 1. Anatomia ślimaków segmentowych do wytłaczarek dwuślimakowych współbieżnych. Materiały i odporność na zużycieDobór materiału do wykonania segmentów zależy od:
Materiały stosowane do wykonania segmentów:
W procesach wysokoabrazyjnych tempo zużycia segmentów bywa istotnym czynnikiem ekonomicznym oraz zmienną wpływającą na stabilność procesu (zmiany luzów, wypełnienia i charakterystyki mieszania). Klasyfikacja segmentów ślimakowychSegmenty transportowe (Conveying Elements)W ślimakach segmentowych zmiany geometrii prowadzą do modyfikacji objętościowego natężenia przepływu (Qv) oraz prędkości liniowej (v) materiału. Segmenty o zwiększonej objętości roboczej w strefie zasypu poprawiają pobieranie granulatu i stabilizację przepływu, szczególnie w warunkach starve-fed. Charakteryzują się:
Ich funkcją jest:
Bloki ugniatające (Kneading Blocks)Bloki ugniatające są podstawowym elementem odpowiedzialnym za generowanie ścinania i intensyfikację mieszania. Krytycznym parametrem jest kąt przesunięcia dysków (30°, 45°, 60°, 90°), który determinuje kompromis między transportem, dyspersją i czasem przebywania.
Bloki 30°, 45° i 60° zachowują zdolność transportu (z wyjątkiem elementów rewersyjnych, które zapewniają transport wsteczny). Bloki 90° są w przybliżeniu neutralne transportowo i zwiększają stopień wypełnienia lokalnie. Wzrost kąta powoduje między dyskami:
Segmenty odwrotne (Reverse Elements)Segmenty odwrotne powodują lokalny wzrost wypełnienia i wydłużenie czasu przebywania. Stosowane są m.in. w:
Nadmierne zastosowanie elementów rewersyjnych może prowadzić do niestabilności przepływu i gwałtownego wzrostu momentu, zwłaszcza dla małych średnic (np. poniżej 20 mm) i wysokiej lepkości stopu. Elementy specjalne
Elementy specjalne projektuje się w celu modyfikacji lokalnego pola prędkości oraz wzmocnienia wybranych mechanizmów mieszania i odgazowania. Mechanika procesu: transport, wypełnienie i mieszanieW wytłaczarkach współbieżnych materiał przemieszcza się w kanałach ślimaków oraz w strefie zazębiania. Stopień wypełnienia zależy od:
Mieszanie dystrybucyjne i dyspersyjne
Specyficzna energia mechaniczna (SME)SME = (2π · N · T) / ṁ
Parametr SME jest kluczowy w skalowaniu procesów oraz w porównywaniu konfiguracji ślimaków dla różnych średnic i wydajności. Metodyka projektowania konfiguracji ślimakaProjektowanie konfiguracji należy prowadzić zgodnie z logiką strefową:
Rekomenduje się zmianę jednego parametru geometrycznego w pojedynczej iteracji eksperymentalnej, aby jednoznacznie ocenić wpływ modyfikacji na SME, RTD i stabilność momentu. Zastosowania laboratoryjneŚrednice ślimaków 12–20 mm cechują się wysokim stosunkiem powierzchni do objętości, szybką odpowiedzią cieplną oraz dużą wrażliwością na zmianę prędkości obrotowej. W tej skali pojedynczy segment może istotnie zmienić SME i RTD. Rola ślimaków segmentowych w badaniach R&DŚlimaki segmentowe umożliwiają m.in.:
Konfiguracja ślimaka staje się zmienną eksperymentalną w planach DOE. Przykładowe konfiguracje laboratoryjne
Zagadnienia charakterystyczne dla skali laboratoryjnej
Dobór segmentów do celu procesu (praktyczne wskazówki)W praktyce konfigurację ślimaka dobiera się do dominującego celu procesu. Poniżej skrótowa mapa doboru:
Diagnostyka procesu: co oznaczają zmiany momentu, SME i temperatury?
WnioskiŚlimaki segmentowe w wytłaczarkach dwuślimakowych stanowią narzędzie inżynierskie pozwalające na precyzyjną kontrolę transportu, ścinania i dopływu energii mechanicznej. W skali laboratoryjnej ich rola wykracza poza funkcję procesową – stają się platformą badawczą umożliwiającą kontrolowane modelowanie zjawisk reologicznych i morfologicznych. Dobrze zaprojektowana konfiguracja nie jest kompromisem przypadkowych segmentów, lecz wynikiem analizy mechaniki przepływu oraz właściwości materiału. Modularna konstrukcja umożliwia dopasowanie geometrii do wymagań technologicznych, co przekłada się na wzrost wydajności, poprawę homogenizacji i lepszą jakość produktów. Dalsze prace nad optymalizacją geometrii segmentów oraz modelowaniem CFD mogą umożliwić jeszcze bardziej precyzyjne sterowanie procesem. A w praktyce najlepsze ślimaki to takie, które realizują założenia technologiczne bez generowania nieprzewidzianych efektów ubocznych – nawet gdy operator stawia bardziej ambitne zadania. FAQ – najczęstsze pytaniaCzym różnią się ślimaki segmentowe od monolitycznych?Ślimaki segmentowe umożliwiają zmianę geometrii wzdłuż osi ślimaka poprzez dobór segmentów o różnych funkcjach. Dzięki temu konfiguracja staje się zmienną procesową, którą można dostroić do formulacji i celu procesu, czego nie zapewnia konstrukcja monolityczna. Kiedy stosować bloki ugniatające 60° i 90°?Bloki 60° stosuje się, gdy potrzebna jest wyraźna dyspersja i wzrost intensywności ścinania. Bloki 90° zwiększają RTD i lokalne wypełnienie, ale ograniczają transport; używa się ich ostrożnie, kontrolując moment i temperaturę stopu. Co daje zastosowanie segmentów rewersyjnych?Segmenty rewersyjne zwiększają wypełnienie i wydłużają czas przebywania (RTD), co bywa korzystne w procesach reaktywnych i przy homogenizacji trudnych mieszanin. Zbyt duży udział rewersu może jednak destabilizować przepływ i gwałtownie zwiększać moment. Jak dobierać materiał segmentów przy formulacjach abrazyjnych?Dla formulacji z CaCO3, włóknem szklanym lub proszkami metali priorytetem jest odporność na ścieranie. Stosuje się stale narzędziowe, stale proszkowe (PM) oraz rozwiązania napawane i powłoki (PVD/DLC), dobierając je do poziomu obciążeń i korozyjności środowiska. Co jest lepszą metryką porównawczą: SME czy RTD?To parametry komplementarne. SME opisuje intensywność obróbki w jednostce masy, natomiast RTD mówi o czasie ekspozycji materiału na temperaturę i ścinanie. W praktyce stabilna jakość procesu wymaga kontroli obu wskaźników. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:



 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook