
Filamenty PLA biodegradowalne polimery termoplastyczne stosowane do druku 3D.Tworzywo PLA po praz pierwszy otrzymano w laboratoriach już przed II wojną światową. Filament PLA biodegradowalny polimer termoplastyczny stosowany do druku 3D.Do zalet polimeru PLA z pewnością należy jego biodegradowalność. Rugą ważną zaletą filamentów PLA jest nietoksyczność polimeru, z którego został wytworzony. Ta właściwość pozwala używać filamenty PLA w warunkach domowych, w drukarkach o otwartej konstrukcji (bez osłon zabezpieczających przed przedostawaniem się oparów do otoczenia). Dostępnych jest wiele różnych mieszanek PLA stosowanych do wytwarzania filalamentów PLA. Dodanie dodatków do PLA może przynieść wiele korzyści, ale też utrudnić drukowanie 3D, a nawet pogorszyć właściwości PLA. Korzystanie z mieszanek może również oznaczać konieczność dostosowania temperatury wymaganej do stopienia materiału podczas drukowania 3D.Bidegradowalne dodatki do polimeru PLAWłókna drzewne jako dodatek do polimeru.PLA miesza się z drewnem, takim jak bambus, cedr, drewno kokosowe, korek, sosna lub orzech. Można to na przykład wykorzystać do nadania meblom wydrukowanym PLA naturalnego wyglądu. Kompozyty drewno-plastik na bazie PLA można przygotować poprzez kruszenie drewna, słomy, bambusa itp. Kompozyty drzewno-plastikowe (WPC) wytwarza się przez zmieszanie mąki drzewnej, tworzyw termoplastycznych i innych dodatków technologicznych w procesie wytłaczania. Przy użyciu PLA jako matrycy z tworzywa sztucznego można uzyskać kompozyt WPC, który będzie całkowicie ulegał degradacji. Krystaliczność kompozytu ma istotny wpływ na właściwości materiału. Wymiary włókien drewna zmieniają się w trakcie obróbki. Włókna o wysokich współczynnikach kształtu mają tendencję do splątania się podczas przetwarzania i dlatego są bardziej podatne na pękanie niż na wyciąganie z polimeru podczas produkcji. W porównaniu do drewna, bambus ma zalety szybkiego wzrostu, wysokiej wydajności, wczesnej dojrzałości i doskonałych właściwości mechanicznych włókien bambusowych, dzięki czemu WPC można przygotować z PLA i włókien bambusowych. Wysoka zawartość celulozy i ligniny we włóknach bambusowych oraz niska zawartość popiołu wpływająca na wiązania międzyfazowe powodują lepsze ogólne właściwości mechaniczne. Same włókna naturalne są podatne na inwazję grzybów i pleśni, co nie tylko pogarsza właściwości mechaniczne kompozytu, ale także wpływa na estetykę. Aby zapewnić WPC na bazie PLA o właściwościach przeciwdrobnoustrojowych, można przygotować metaliczne środki przeciwdrobnoustrojowe przy użyciu szeregu nanocząstek metali w celu wzmocnienia właściwości przeciwdrobnoustrojowych kompozytu. Cząsteczki miedzi i cynku mogą poprawić właściwości przeciwdrobnoustrojowe i połysk kompozytów, jednocześnie poprawić właściwości mechaniczne i stabilność termiczna kompozytów. Cząsteczki miedzi i cynku nadają kompozytowemu filamentowi PLA niepowtarzalny kolor i połysk, poszerzając w ten sposób jego perspektywy zastosowania w domu, dziełach sztuki, zabawkach i innych obszarach. Włókna Juty i lenu.Juta i len to włókna roślinne, które można łatwo ekstrahować z roślin. Wśród nich juta ma dobre właściwości mechaniczne i termiczne. Włókna lniane mają niską gęstość, wysoką wytrzymałość i wysoką sztywność. Kompozyty PLA/juta, PLA/len i PLA/juta/len wytworzono w procesie prasowania na gorąco. Porównując wytrzymałość na rozciąganie trzech kompozytów, wytrzymałość na rozciąganie kompozytu PLA/len jest najlepsza, a wytrzymałość na rozciąganie kompozytu PLA/juta jest gorsza spośród trzech kompozytów, ponieważ wytrzymałość na rozciąganie lnu jest wyższa niż juty. Pod względem odporności na uderzenia najlepszą odporność na uderzenia miał kompozyt PLA / juta / len. Włókna i proszki metalowe.Mieszanie PLA z metalami, takimi jak mosiądz, brąz, miedź, żelazo i stal, może sprawić, że drukowane części będą mocniejsze i błyszczące jak metale. Stosunkowo niewielki dodatek (<20% objętości) proszków metali do filamentu pozwala na uzyskanie lepszych właściwości fizyko- chemicznych oraz pozwala uzyskać powierzchnie imitującą metal. Istnieje technologia wytwarzania filamentów, która pozwala napełnić polimer nawet do ok 58% objętości. Efektem jest filament pozwalający drukować części, które po odpowiedniej obróbce chemicznej i termicznej dają spiekane części metalowe. (więcej można przeczytać w artykule „Filament metalowy to wyjątkowy materiał do druku 3D”. Inne włókna.PLA można również mieszać z innymi materiałami i substancjami, w tym włóknem węglowym, węglem przewodzącym, a nawet piwem lub kawą (aby nadać zapach drukowanym przedmiotom). Filamentom PLA można również nadać właściwości zmieniające kolor.
Rys.1 Kompozytowy biodegradowalny filament PLA z dodatkami odpadów m. in. z oliwek i pomidorów (całkowicie biodegradowalny). Polimery jako dodatki do kompozytowego filamentu PLA.Naturalne materiały organiczne same w sobie są zasobami odnawialnymi, często pochodzącymi z tkanki roślinnej i mogą w dużym stopniu poprawić wydajność materiałów kompozytowych na bazie których wytwarzany będzie filament PLA. Naturalne materiały organiczne będące składnikiem kompozytu PLA mogą ostatecznie zostać rozłożone przez mikroorganizmy i nie wywierają presji na środowisko. Skrobia.Skrobia jest idealnym wypełniaczem biomasy, powszechnie występującym w korzeniach, łodygach, owocach i innych tkankach roślin, a jej zaletą jest to, że jest powszechnie dostępna, niedroga i całkowicie biodegradowalna. Dlatego niektórzy badacze stosowali również skrobię, aby poprawić właściwości PLA. Jednakże skrobia ma strukturę krystaliczną, a temperatura topnienia jest wyższa niż temperatura jej rozkładu termicznego, dlatego zwykle konieczne jest rozbicie struktury krystalicznej skrobi, aby uczynić ją termoplastyczną, otrzymując w ten sposób skrobię termoplastyczną. Z drugiej strony skrobia jest materiałem hydrofilowym, podczas gdy PLA jest w pewnym stopniu hydrofobowy, więc bezpośrednio tworząc kompozyty z tych dwóch materiałów, właściwości mechaniczne mieszanek będą gorsze i bardziej kruche. Dlatego badania nad mieszankami PLA / skrobią skupiają się na właściwościach mechanicznych i kompatybilności kompozytów. Ilość dodanego TPS będzie miała wpływ na kompozyt. Gdy zawartość TPS jest zbyt wysoka, TPS będzie sprawiał wrażenie aglomeratowego, a dyspersja zostanie zmniejszona, więc podczas wykonywania zabiegów modyfikacyjnych na mieszankach PLA/TPS można dodać trzeci składnik jako plastyfikator (glicerol, formamid, lipidy itp.), wypełniacze nieorganiczne (włókno szklane, węglan wapnia, krzemionka itp.), mieszanki blokowe lub szczepione (PCL-g-skrobia), dodatki funkcjonalne, takie jak reagenty lub środki sieciujące (estry izonitrylu). Kwas flawopirydowy.Kwas flawopirydowy (FA) jest zielonym, naturalnym polimerem o doskonałych właściwościach aktywności międzyfazowej, hydrofilowości, wymianie kationowej, adsorpcji i dyspersji. Ze względu na obecność w FA grup funkcyjnych zawierających tlen, możliwe jest szczepienie PLA za pomocą FA. Lignoceluloza.Lignoceluloza jest powszechnym surowcem odnawialnym, którego składnikami są głównie celuloza, hemiceluloza i lignina. Celuloza jest głównym składnikiem niektórych włókien naturalnych i produktów ubocznych rolnictwa. Celuloza zazwyczaj poprawia właściwości barierowe, izolację termiczną i właściwości mechaniczne kompozytów. Nanowiskery celulozy (CNW) (Nanowiskery (Nanowąsy) mają zazwyczaj średnicę od 2 do 20 nm, długość od 100 do 600 nm i współczynnik kształtu od 10 do 100) mają dobre właściwości mechaniczne i mogą być stosowane do wzmacniania biopolimerów. Jednakże CNW ma powierzchnię polarną i trudno jest go równomiernie rozproszyć w ośrodkach niepolarnych. Słaba kompatybilność może prowadzić do nierównomiernego rozproszenia włókien naturalnych w matrycy PLA i złych właściwości mechanicznych. Dlatego stosowanie dodatków, takich jak chemiczne środki sprzęgające lub kompatybilizatory oraz hybrydyzacja z silniejszymi materiałami może być skutecznym sposobem wzmacniania PLA. Właściwości mechaniczne nanokompozytów PLA/CNW są lepsze niż czystego PLA, a najlepsze właściwości mechaniczne osiąga się przy niskiej zawartości CNW. Celuloza mikrokrystaliczna (MCC).Celuloza mikrokrystaliczna (MCC) otrzymywana jest w wyniku hydrolizy naturalnej celulozy i zawiera na swojej powierzchni dużą liczbę grup hydroksylowych. Dodatek MCC do osnowy PLA może z jednej strony poprawić właściwości mechaniczne kompozytów, z drugiej strony MCC może uczestniczyć w procesie tworzenia się węgla w kompozytach i poprawić właściwości ognioodporne kompozytów. Jednakże duża ilość grup hydroksylowych na powierzchni MCC powoduje jego słabą kompatybilność z PLA i skłonność do aglomeracji. Jednakże wytrzymałość na rozciąganie i uderzenia kompozytów PLA jest zmniejszona w porównaniu z czystym PLA. Celuloza.Celuloza to fascynujący związek organiczny, który odgrywa kluczową rolę w świecie chemii organicznej. Jest to substancja codzienna, którą można znaleźć w roślinach, ale jest również stosowana w wielu różnych produktach, których używasz na co dzień. Celuloza jest związkiem organicznym o wzorze C6H10O5, polisacharyd składający się z liniowego łańcucha składającego się z kilkuset do wielu tysięcy jednostek D-glukozy połączonych wiązaniami β (1-4). Kilka unikalnych właściwości sprawia, że struktura celulozy jest wyjątkowa: Wiązania wodorowe pomiędzy grupami hydroksylowymi w sąsiednich łańcuchach prowadzą do ciasno upakowanej, wysoce uporządkowanej struktury. Te wiązania wodorowe zapewniają również celulozie wysoki stopień wytrzymałości i stabilności. Łańcuchy celulozowe mają tendencję do agregacji, tworząc mikrofibryle o dużej wytrzymałości na rozciąganie. Daje to celulozie niezwykłe możliwości strukturalne. Jedną z głównych cech celulozy, która wzbudziła zainteresowanie chemii, jest jej wysoka stabilność. β-wiązania glikozydowe stosowane do tworzenia łańcuchów glukozowych zapewniają cząsteczce ogromną stabilność, czyniąc ją odporną na hydrolizę. Inną kluczową rolą celulozy w chemii jest jej funkcja jako naturalnego polisacharydu, który ma bezpośrednie zastosowanie w syntezie pochodnych celulozy, takich jak octan celulozy, azotan celulozy i wiele innych. Octan celulozy.Octan celulozy to organiczny związek chemiczny, ester kwasu octowego i celulozy, otrzymywany przez działanie kwasem octowym lub jego bezwodnikiem na celulozę w obecności kwasu siarkowego lub chlorku cynku jako katalizatora. Octan celulozy jest bezbarwnym termoplastycznym polimerem odpornym na zarysowanie, mało odpornym na ścieranie o sumarycznym wzorze (C6H7O2) (OOCCH3)3] n. Posiada właściwości izolacyjne oraz antystatyczne. Odporny na działanie wody, olejów i tłuszczów. Rozpuszczalny w acetonie, kwasie octowym i chlorowanych węglowodorach. Octan celulozy jest trudnopalny. Polimery półsyntetyczne na bazie celulozy zyskały ogromną popularność. Obecnie dostępnych jest kilka syntetycznych estrów celulozy, takich jak octan-maślan celulozy (CAB), octan celulozy (CAC) i octan-propionian celulozy (CAP). Polimery wytwarzane z tych estrów nazywane są etylocelulozą, maślanem, octanem i propionianem. Octan celulozy jest popularny i szeroko stosowany w wielu zastosowaniach komercyjnych. Octan celulozy nie może być przetwarzany jako tworzywo termoplastyczne w jego pierwotnej postaci. Można go przetwarzać wyłącznie w postaci złożonej. Najpierw miesza się octan celulozy z odpowiednią kombinacją dodatków i plastyfikatorów. Tę kompozycję topi się w celu utworzenia granulek octanu celulozy, które są następnie przetwarzane przy użyciu standardowych technik wytłaczania. Polimer PBAT.PBAT to termoplastyczne, biodegradowalne tworzywo sztuczne. Jest to kopolimer adypinianu butylenu i tereftalanu butylenu. Posiada cechy PBA i PBT. Ma dobrą ciągliwość i wydłużenie przy zerwaniu, oraz dobrą odporność na ciepło i udarność. Ponadto ma również doskonałą biodegradowalność. Jest to jeden z najbardziej aktywnych materiałów biodegradowalnych w badaniach i zastosowaniach rynkowych biodegradowalnych tworzyw sztucznych. PBAT jest polimerem półkrystalicznym, zwykle temperatura krystalizacji PBAT wynosi około 110℃, temperatura topnienia około 130℃, a gęstość od 1,18 g / cm3 do 1,3 g / cm3. Krystaliczność PBAT wynosi około 30%, twardość Shore a powyżej 85. PBAT jest kopolimerem alifatyczno-aromatycznym, który łączy w sobie doskonałe właściwości degradacyjne alifatycznego poliestru i dobre właściwości mechaniczne aromatycznego poliestru. Wydajność przetwarzania PBAT jest bardzo podobna do LDPE i może być przetwarzana przez wytłaczarki i urządzenia do LDPE. Plimer PBS.PBS (Bursztynian polibutylenu) jest poliestrem alifatycznym o cechach porównywalnych z polipropylenem. Jedną z głównych różnic jest to, że PBS ulega naturalnej degradacji i powoduje wprowadzanie wody i CO2 do środowiska naturalnego. PBS jest wytwarzany z kwasu bursztynowego, który jest organiczną substancją chemiczną wspólną dla większości żywych organizmów. PBS jest często stosowany w opakowaniach żywności, opakowaniach produktów kosmetycznych, implantach medycznych i hermetyzacji leków rozpuszczalnych. PBS jest również często mieszany z kwasami poliaktycznymi (PLAT), aby zmodyfikować właściwości dotyczące wytrzymałości i odporności na uderzenia bez zmiany właściwości termicznych lub mechanicznych. Polimer PBSA.PBSA Poli(bursztynian butylenu- ko -adypinian butylenu) jest połączeniem 1,4-butanodiolu, kwasu bursztynowego i kwasu adypinowego. PBSA wytwarza się przez dodanie kwasu adypinowego do materiałów źródłowych podczas syntezy PBS. Chociaż monomery tworzące PBSA są zwykle syntetyzowane z paliw kopalnych, możliwe jest również wytwarzanie ich z surowców pochodzenia biologicznego. PBSA rozkłada się szybciej niż PBS. Ponadto wiadomo, że PBS i PBSA ulegają biodegradacji wolniej niż PHA. Z tych dwóch polimerów PBS ma wyższą krystaliczność i lepiej nadaje się do formowania, podczas gdy PBSA ma niższą krystaliczność i lepiej nadaje się do zastosowań w foliach. Obydwa polimery mają niską temperaturę zeszklenia (Tg), a temperatury ich przetwarzania pokrywają się z temperaturami dla PHA. Skrobia termoplastyczna.Skrobia czysta ma pewne wady związane z dużą rozpuszczalnością w wodzie, kruchością, słabą temperaturą topnienia i niższymi właściwościami mechanicznymi w porównaniu z materiałami wykonanymi z polimerów syntetycznych. Aby poprawić właściwości skrobi, wprowadza się różne modyfikacje fizyczne lub chemiczne, takie jak plastyfikacja, mieszanie, wytwarzanie i kopolimeryzacja szczepiona. Plastyfikatory odgrywają istotną rolę w wytwarzaniu skrobi termoplastycznej, ponieważ poprawiają zachowanie skrobi poprzez redukcję wewnętrznych wiązań wodorowych pomiędzy łańcuchami polimeru, jednocześnie zwiększając wolną objętość. To z kolei zwiększa elastyczność i przetwarzalność oraz sprzyja mobilności łańcuchów molekularnych. Najczęściej jednak stosowane są plastyfikatory z grupy polioli, a mianowicie glicerol i sorbitol. Właściwości tworzywa PLA – Kwas polimlekowy.Kwas polimlekowy, znany jako PLA, jest termoplastycznym monomerem pochodzącym z odnawialnych źródeł organicznych, takich jak skrobia kukurydziana lub trzcina cukrowa. Wykorzystanie zasobów biomasy sprawia, że produkcja PLA różni się od większości tworzyw sztucznych, które są wytwarzane przy użyciu paliw kopalnych poprzez destylację i polimeryzację ropy naftowej. Pomimo różnic surowcowych, PLA można wytwarzać przy użyciu tych samych urządzeń, co tworzywa petrochemiczne, dzięki czemu procesy produkcji PLA są względnie opłacalne. PLA jest drugim najczęściej produkowanym biodegradowalnym tworzywem (po skrobi termoplastycznej) i ma podobne właściwości do polipropylenu (PP), polietylenu (PE) lub polistyrenu (PS). PLA jest rozpuszczalny w rozpuszczalnikach, w tym w dioksanie, gorącym benzenie i tetrahydrofuranie. Właściwości fizyczne i mechaniczne różnią się w zależności od dokładnego typu polimeru, od bezpostaciowego polimeru szklistego do polimeru półkrystalicznego lub wysoce krystalicznego o temperaturze zeszklenia 60–65 °C, temperaturze topnienia 130–180 °C i wytrzymałości na rozciąganie moduł sprężystości 2,7–16 GPa. Odporny na ciepło PLA może wytrzymać temperatury 110 ° C, a temperaturę topnienia można zwiększyć o 40–50 ° C, a temperaturę ugięcia pod wpływem ciepła można zwiększyć z około 60 ° C do nawet 190 ° C poprzez fizyczne zmieszanie polimeru z PDLA (poli-D-laktyd). Wysoka energia powierzchniowa PLA sprawia, że idealnie nadaje się do drukowania 3D. PLA można również spawać rozpuszczalnikiem za pomocą dichlorometanu, podczas gdy aceton zmiękcza powierzchnię materiału, czyniąc go lepkim bez rozpuszczania, dzięki czemu można go zgrzewać z inną powierzchnią PLA. Octan etylu może być stosowany jako rozpuszczalnik organiczny, rozpuszczając PLA i czyniąc go dobrym rozwiązaniem do usuwania podpór drukarskich PLA lub czyszczenia głowic wytłaczarek do druku 3D. Węglan propylenu i pirydyna mogą być stosowane jako rozpuszczalniki, ale są mniej korzystne niż octan etylu i węglan propylenu, ponieważ w pierwszym przypadku są mniej bezpieczne, a w drugim wydzielają wyraźny nieprzyjemny zapach. Metody produkcji tworzywa PLA.PLA to rodzaj poliestru wytwarzany ze sfermentowanej skrobi roślinnej z kukurydzy, manioku, kukurydzy, trzciny cukrowej lub wysłodków buraczanych. Cukier zawarty w tych odnawialnych materiałach jest poddawany fermentacji i przekształcany w kwas mlekowy, a następnie przekształcany w kwas polimlekowy lub PLA. Istnieje kilka przemysłowych sposobów wytwarzania użytecznego PLA o wysokim wskaźniku cząsteczkowym. Kwas mlekowy i cykliczny diester, laktyd, to dwa główne monomery stosowane w tym celu.
Do czego jest używane tworzywo PLA?Właściwości materiałowe PLA sprawiają, że nadaje się on do produkcji folii z tworzyw sztucznych, butelek i biodegradowalnych wyrobów medycznych, w tym śrub, szpilek, płytek i prętów, które ulegają biodegradacji w ciągu 6 do 12 miesięcy). PLA może być używany jako materiał do pakowania w folię termokurczliwą, ponieważ kurczy się pod wpływem ciepła. Ta łatwość topnienia powoduje, że kwas polimlekowy nadaje się do zastosowań w druku 3D i służy do wytłaczania filamentów na bazie PLA. Czy PLA jest przyjazny dla środowiska?Produkcja PLA zużywa o 65% mniej energii niż produkcja konwencjonalnych tworzyw sztucznych i generuje o 68% mniej gazów cieplarnianych i nie zawiera toksyn. Może również pozostać przyjazny dla środowiska, jeśli zostanie zastosowany prawidłowy scenariusz końca życia. Jednak PLA może ulec degradacji w wyniku hydrolizy, degradacji termicznej lub fotodegradacji:
Obecnie istnieją cztery typowe scenariusze wycofania z eksploatacji PLA:Recykling PLA.Jest to chemiczne lub mechaniczne. Odpady mogą zawierać zanieczyszczenia, ale PLA można poddać recyklingowi chemicznemu za pomocą depolimeryzacji termicznej lub hydrolizy w celu wytworzenia monomeru, z którego można następnie wytworzyć pierwotny PLA. PLA można również poddać recyklingowi chemicznemu za pomocą transestryfikacji w celu wytworzenia mleczanu metylu. Recykling mechaniczny polega na zmieleniu PLA i ponownym wyprodukowaniu regranulatu PLA.
Rys.2 Filament PLA modyfikowany wyprodukowany z regranulatu PLA marki Spectum Filaments. Spalanie PLA.PLA wycofany z eksploatacji można spalić, wytwarzając 19,5 MJ/kg (8368 btu/lb) energii i nie pozostawiając żadnych pozostałości. Wysypisko śmieci.Chociaż PLA może trafić na wysypisko, jest to mało przyjazna dla środowiska opcja ze względu na powolne tempo degradacji materiału w temperaturach otoczenia. Kompostowanie PLA.Przemysłowe warunki kompostowania pozwalają na hydrolizę chemiczną, po której następuje trawienie mikrobiologiczne w celu degradacji PLA. Stwierdzono, że PLA łatwo ulega biodegradacji w warunkach kompostowania i wymaga więcej czasu na rozkład w warunkach kompostowania (warunki glebowe). Pomiar wydzielania dwutlenku węgla jest kluczowym sposobem pomiaru biodegradacji, ponieważ pomaga w monitorowaniu parametrów kinetycznych podczas biodegradacji. Procedura biodegradacji obejmuje dwa ważne aspekty; Pierwszym z nich jest degradacja abiotyczna, związana z działaniem czynników fizykochemicznych. Druga procedura obejmuje aktywność mikrobiologiczną, czyli degradację biotyczną. Temperatura jest jednym z najważniejszych czynników biodegradacji w kompoście. Proces biodegradacji jest łatwiejszy, gdy temperatura jest bliska temperaturze zeszklenia PLA (około 60°C). PLA rozkłada się do 90% na CO2 w kompoście w temperaturze 70°C po ok. 180 dniach. Ponadto proces kompostowania przebiega w warunkach beztlenowych. Poza tym PLA rozkłada się latami w niezagospodarowanym naturalnym środowisku glebowym i nadaje się do kompostowania w kompostownikach przemysłowych, które mogą zapewnić całkowitą biodegradację w ciągu 180 dni.
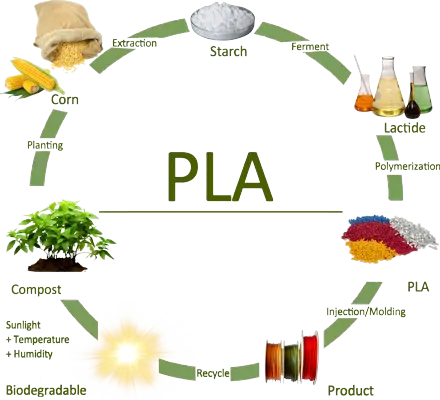
Rys.3 Obieg zamknięty biodegradowalnego polimeru PLA. Środowiskowa ocena cyklu życia (LCA - Life Cycle Assessment) to cenny sposób oceny i ilościowego określenia konsekwencji energetycznych i ekologicznych związanych z produktem. Mimo że LCA jest podejściem ustalonym, wyniki mogą się różnić w zależności od zakresu, granic systemu, kraju i czasu. Wiele badań wykazało, że biopolimer taki jak PLA generuje mniej węgla i zużywa mniej energii ze źródeł kopalnych niż polimery na bazie paliw kopalnych, takie jak PET, PS i PP. PLA jest ekologiczną alternatywą dla tradycyjnych polimerów, ponieważ laktydy można otrzymać w drodze fermentacji mikrobiologicznej produktów ubocznych rolnictwa, głównie zasobów bogatych w węglowodany. Aplikacje, w których znajduje zastosowanie tworzywo PLA.Tworzywo PLA ma wiele powszechnych zastosowań, w tym do celów medycznych i spożywczych. Jest również szeroko stosowany jako surowiec do drukowania 3D w stacjonarnych drukarkach 3D do produkcji topionych włókien. PLA jest popularny w druku 3D, ponieważ można go łatwo szlifować, malować lub przetwarzać. Przyjazny dla użytkownika materiał, ten plastik działa przy niskich temperaturach wytłaczania i nie ma potrzeby stosowania podgrzewanego stołu, komory drukarki ani wzmocnionej dyszy. Kolejną zaletą jest to, że PLA zachowuje się lepiej niż wiele tworzyw sztucznych, a także nie wydziela oparów ani nieprzyjemnych zapachów. Przechowywanie jest łatwe i może być produkowane w różnych kolorach oraz jako baza dla szeregu kompozytów o dodatkowych właściwościach. Ponieważ PLA może rozkładać się do kwasu mlekowego, może być stosowany do implantów medycznych, takich jak kotwice, śruby, płytki, szpilki, pręty lub jako siatka. Rozkłada się w okresie od 6 miesięcy do 2 lat, w zależności od rodzaju użytego materiału. Oznacza to, że produkty te mogą stopniowo przenosić obciążenie z konstrukcji nośnej PLA na ciało w miarę gojenia. PLA, powstające metodą formowania wtryskowego, odlewania lub przędzenia, jest również wykorzystywane jako rozkładający się materiał opakowaniowy, folia lub kubki i torby. Służy do worków kompostowych, opakowań do żywności, zastawy stołowej jednorazowego użytku i opakowań do napełniania luzem. Jako włókno lub włóknina PLA jest używany do tapicerki, odzieży jednorazowej, produktów higieny kobiecej i pieluch. Przyszłość tworzywa PLAWykonany z surowca nadającego się do recyklingu i odnawialnego, PLA ma wiele pozytywów na przyszłość, a wraz ze wzrostem cen ropy naftowej plastik na bazie kukurydzy ma również korzyści finansowe. Mimo wszystkich tych pozytywów, niska temperatura topnienia PLA w porównaniu z tworzywami sztucznymi, takimi jak PET, oznacza, że nie znalazł on jeszcze tak wielu zastosowań. Koszt produkcji PLA również spadł na przestrzeni dziesięcioleci, ale należy zachować ostrożność, aby rozłożyć ten materiał, który wymaga specjalnego kompostowania w obiektach, które mogą podgrzewać materiał do 140°C przez dziesięć dni. Jednakże, chociaż wymaga to zakładu, jest to o wiele bardziej korzystne niż wysyłanie zużytego PLA na wysypisko, gdzie szacuje się, że rozkład zajmie od 100 do 1000 lat. Chociaż PLA nie jest całkiem cudowną substancją, brak paliw kopalnych i mniejsze zanieczyszczenie powietrza podczas produkcji oznacza, że z pewnością ma miejsce w materiałach przyszłości. Wniosek.Stosowany w wielu zastosowaniach PLA ma wiele zalet w porównaniu z innymi tworzywami sztucznymi – w tym pod względem ochrony środowiska. Szeroko stosowany do drukowania 3D i mogący stanowić część kompozytu, PLA jest również stosowany w przemyśle spożywczym i medycznym. |
Zobacz także: Wytłaczarki do tworzyw sztucznych: kryteria doboru układu do materiału, procesu i skali produkcji Rodzaje kauczuków i elastomerów – właściwości, różnice i zastosowania Przewodnik po bazie wiedzy Sitech3D – przetwórstwo polimerów, reologia i technologia wytłaczania Polimery w procesie wytłaczania – klasy materiałów i właściwości Anatomia ślimaków segmentowych w wytłaczarkach dwuślimakowych współbieżnych Rodzaje wytłaczarek, poradnik technologiczny. Materiały polimerowe i właściwości termiczne części drukowanych Wytłaczarki, serce linii do produkcji filamentów dla druku 3D - Nowe wytłaczarki |
Imię i nazwisko:
Nazwa Firmy
Telefon
Treść:





 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook