Linie produkcyjne filamentów do drukarek 3D |
Linie produkcyjne filamentów do drukarek 3DProdukcja filamentu do drukarek 3D wymaga stabilnego procesu wytłaczania oraz bardzo dobrej kontroli wymiarów gotowej żyłki. W praktyce o jakości filamentu decyduje nie tylko średnica nominalna 1,75 mm lub 2,85 mm, ale również jej powtarzalność w czasie, zachowanie okrągłości, jednorodność stopu, jakość powierzchni oraz przewidywalne chłodzenie i odbiór materiału. Nawet niewielkie odchylenia mogą pogarszać podawanie filamentu w drukarce i obniżać powtarzalność wydruków. Linie SiTech3D są projektowane do pracy z szeroką grupą polimerów termoplastycznych oraz materiałów modyfikowanych i kompozytowych. W zależności od właściwości surowca oraz oczekiwanej wydajności układ może bazować na wytłaczarce jednoślimakowej lub dwuślimakowej, być wyposażony w pompę stopionego tworzywa, systemy dozowania dodatków, pomiar średnicy online, układy chłodzenia, odciąg oraz precyzyjne nawijanie. Dzięki temu linia może być dopasowana zarówno do klasycznych filamentów technicznych, jak i do bardziej wymagających formulacji materiałowych. W tej grupie znajdują się rozwiązania przeznaczone do przemysłowej i pilotażowej produkcji filamentów, w których kluczowe znaczenie mają stabilność procesu, dokładność wymiarowa oraz możliwość szybkiego dopasowania konfiguracji do przetwarzanego materiału. Obejmuje to zarówno standardowe układy do produkcji filamentu, jak i konfiguracje wykorzystujące zaawansowane sterowanie, współpracę z dozownikami grawimetrycznymi oraz rozwiązania poprawiające jednorodność i powtarzalność wypływu stopu. Linie produkcyjne do stabilnego wytwarzania filamentu 3DTa podkategoria obejmuje linie przeznaczone do regularnej produkcji filamentów 3D z tworzyw termoplastycznych, mieszanek modyfikowanych i kompozytów. W odróżnieniu od stanowisk laboratoryjnych, głównym celem jest tutaj stabilność długotrwałej pracy, powtarzalność średnicy, skuteczne chłodzenie, kontrola odciągu oraz niezawodne nawijanie gotowego filamentu. Dla mniejszej lub średniej skali produkcji właściwym punktem odniesienia jest linia do produkcji filamentu z wytłaczarką 32 mm. Dla większej wydajności, szczególnie przy filamentach 2,85 mm lub profilach o większym przekroju, właściwym rozwiązaniem jest linia do produkcji filamentu z wytłaczarką 45 mm. 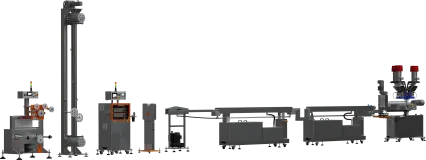
Linia do produkcji filamentu z wytłaczarką 32mm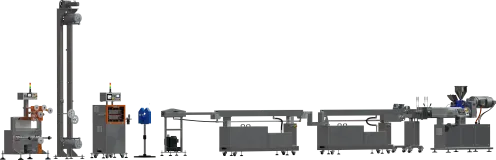
Linia do produkcji filamentu z wytłaczarką 45mm
Linia do produkcji filamentu z wytłaczarką 2x24mm
Wytłaczarka do filamentów LE-1SF 32 mm
Głowica pomiarowa do kontroli geometrii i jakości filamentu EdgeMetric 360 |
Precyzja procesu, kontrola średnicy i elastyczność materiałowaJednym z najważniejszych wymagań stawianych liniom do produkcji filamentów 3D jest utrzymanie stabilnej średnicy i niskiej owalności przy długotrwałej pracy. Osiąga się to przez odpowiednie połączenie konstrukcji wytłaczarki, stabilizacji temperatury, kontroli ciśnienia i przepływu stopu, właściwie zaprojektowanej głowicy, precyzyjnego chłodzenia oraz współpracy pomiędzy pomiarem średnicy, odciągiem i nawijarką. W nowoczesnych liniach duże znaczenie ma również integracja układów pomiarowych z systemem sterowania, tak aby korekty parametrów były szybkie i powtarzalne. W przypadku materiałów takich jak PLA, PETG, ABS, ASA, TPU oraz wielu formulacji kompozytowych szczególne znaczenie mają właściwości reologiczne surowca, jego podatność na wilgoć, stabilność termiczna oraz sposób przygotowania mieszanki. Dlatego profesjonalna linia do filamentu nie może być traktowana jako prosty zestaw urządzeń, lecz jako spójny układ technologiczny, w którym geometria ślimaka, warunki uplastyczniania, sposób dozowania i ewentualne zastosowanie pompy stopionego tworzywa wpływają bezpośrednio na jakość gotowego produktu. W projektach wymagających wysokiej jednorodności materiału oraz pracy z dodatkami, napełniaczami lub materiałami specjalistycznymi istotna jest możliwość elastycznego doboru konfiguracji linii. Dotyczy to zarówno układów z wytłaczarkami jednoślimakowymi do stabilnej produkcji gotowych formulacji, jak i konfiguracji wykorzystujących układy dwuślimakowe tam, gdzie oprócz formowania filamentu potrzebne jest skuteczne mieszanie, compoundowanie lub dokładniejsze przygotowanie materiału do dalszego procesu. SiTech3D rozwija linie do produkcji filamentów 3D jako rozwiązania dla klientów, którzy oczekują nie tylko samego urządzenia, ale także świadomego doboru technologii do materiału, wymaganej tolerancji, zakładanej wydajności oraz planu dalszego rozwoju produktu. Dzięki temu możliwe jest budowanie procesu, który zapewnia wysoką powtarzalność filamentu i jednocześnie pozostawia przestrzeń do dalszej optymalizacji receptur, parametrów oraz konfiguracji linii. FAQJaką dokładność średnicy można uzyskać na linii do produkcji filamentu?Osiągalna dokładność zależy od materiału, konfiguracji linii, stabilności procesu oraz klasy układu pomiarowego i sterowania. W praktyce najważniejsze jest nie tylko osiągnięcie średnicy nominalnej, ale jej stabilne utrzymanie w czasie, przy niskiej owalności i wysokiej jednorodności materiału. Dlatego ocena linii powinna obejmować całość procesu: uplastycznianie, pomiar online, chłodzenie, odciąg i nawijanie. Czy linia do filamentu musi mieć pomiar średnicy online?W rozwiązaniach profesjonalnych pomiar średnicy online jest bardzo ważny, ponieważ umożliwia bieżącą kontrolę procesu i szybką reakcję na odchylenia wymiarowe. Dzięki integracji pomiaru z układem sterowania możliwe jest stabilizowanie parametrów linii bez opierania się wyłącznie na kontroli końcowej. Ma to szczególne znaczenie przy długich seriach, małych tolerancjach i materiałach wymagających wysokiej powtarzalności. Po co w linii do produkcji filamentu stosuje się pompę stopionego tworzywa?Pompa stopionego tworzywa pomaga stabilizować wypływ materiału i ograniczać wahania wynikające z pracy samej wytłaczarki. W praktyce może poprawiać równomierność strumienia stopu, wspierać utrzymanie stabilnej średnicy oraz podnosić powtarzalność procesu, szczególnie tam, gdzie wymagania jakościowe są wysokie lub materiał jest bardziej wymagający przetwórczo. Czy linia do filamentu z tworzyw standardowych nadaje się również do kompozytów?Nie zawsze w tej samej konfiguracji. Materiały kompozytowe, napełniane lub modyfikowane mogą wymagać innego sposobu dozowania, skuteczniejszego mieszania, odgazowania, odmiennej geometrii ślimaka albo zastosowania układu dwuślimakowego. Dlatego linia do produkcji filamentu z kompozytów powinna być dobierana na podstawie rzeczywistych właściwości materiału, a nie tylko docelowej średnicy włókna. Jakie elementy linii najmocniej wpływają na powtarzalność filamentu?Największe znaczenie mają stabilność uplastyczniania, kontrola temperatury i ciśnienia, właściwie zaprojektowana głowica, warunki chłodzenia, precyzja odciągu, jakość nawijania oraz sposób sprzężenia tych elementów z pomiarem średnicy. W praktyce o końcowym wyniku decyduje nie pojedynczy komponent, lecz współpraca całego układu technologicznego. Czy ta sama linia może pracować z filamentem 1,75 mm i 2,85 mm?W wielu przypadkach jest to możliwe, ale wymaga odpowiedniej konfiguracji linii, zmiany osprzętu procesowego i dopasowania parametrów pracy. Przy zmianie średnicy trzeba uwzględnić nie tylko głowicę, ale również warunki chłodzenia, prędkość odciągu, sposób pomiaru i ustawienia nawijania. Dlatego możliwość pracy w dwóch średnicach powinna być przewidziana już na etapie projektowania układu. |


 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook