Poznaj nasze rozwiązania dla przetwórstwa polimerów
Wytłaczarki laboratoryjne i linie do przetwórstwa polimerów | SiTech3D
Projektujemy i dostarczamy wytłaczarki laboratoryjne jedno- i dwuślimakowe oraz kompletne linie do przetwórstwa polimerów: do compoundingu, granulacji, produkcji filamentu, wtrysku próbek i badań materiałowych, w tym PVT.
Dobieramy rozwiązanie do procesu, materiału i celu projektu – od prac laboratoryjnych i rozwojowych po wdrożenia przemysłowe. Tworzymy konfiguracje standardowe i niestandardowe, z automatyką, pomiarami oraz integracją danych dostosowaną do rzeczywistych wymagań użytkownika.
Zapytaj o dobór konfiguracji | Zobacz produkty
SiTech3D – rozwiązania dla laboratoriów, działów R&D i przemysłu
Projektujemy urządzenia i linie technologiczne dla przetwórstwa polimerów oraz laboratoriów materiałowych, w których kluczowe znaczenie mają stabilność procesu, powtarzalność parametrów i odpowiedzialność techniczna za całość rozwiązania.
Informacje o modelu współpracy i standardzie realizacji projektów znajdują się na stronie Opinie o SiTech3D, a szerszy opis stosowanych procesów na stronie Technologie przetwórstwa polimerów.
Dlaczego SiTech3D
- Kontrola procesu – stabilne sterowanie temperaturą, prędkością, momentem obrotowym oraz parametrami linii.
- Modułowość – możliwość rozbudowy o dozowanie, odgazowanie, głowice, granulację, kalibrację, chłodzenie i nawijanie.
- Skalowanie – od prób laboratoryjnych i opracowania receptury do wdrożeń w skali przemysłowej.
- Integracja danych – przygotowanie do monitoringu, rejestracji parametrów i rozwiązań Przemysłu 4.0.
W praktyce oznacza to dobór układu do konkretnego materiału, sposobu prowadzenia procesu, wymaganej wydajności i oczekiwanej jakości wyrobu. Dzięki temu użytkownik otrzymuje rozwiązanie dopasowane do zastosowania, a nie przypadkowy wariant katalogowy.
Wytłaczarki laboratoryjne SiTech3D są stosowane w badaniach materiałowych, rozwoju receptur, compoundowaniu, wytwarzaniu filamentu oraz przygotowaniu procesu do skalowania przemysłowego. W tych zastosowaniach najważniejsze są powtarzalność warunków przetwórczych, możliwość rozbudowy układu i precyzyjna kontrola parametrów pracy.
Wytłaczarka dwuślimakowa LE-2CC 2x24 mm
Model LE-2CC 2x24 mm należy do serii obejmującej również wersje o średnicach ślimaków 2x12 mm, 2x16 mm, 2x20 mm i 2x32 mm. To rozwiązanie przeznaczone do zaawansowanych prac laboratoryjnych i rozwojowych, w których liczą się elastyczność konfiguracji, stabilność procesu i możliwość rozszerzenia układu o dodatkowe moduły.
Wytłaczarki LE-2CC mogą pracować w układzie współbieżnym i przeciwbieżnym oraz współpracować z modułowymi systemami podawania materiałów. W zależności od potrzeb urządzenie może zostać rozbudowane o moduły do produkcji profili, folii, filamentów, powłok lub granulatu.
Nowe wytłaczarki oferują w jednym urządzeniu dwie wersje układu uplastyczniającego o wolnej objętości Do/Di=1,60 lub Do/Di=1,80. Sekcja przetwarzania może być konfigurowana m.in. przez porty w cylindrze, podajniki boczne i układ odgazowania. Warianty przeciwbieżne dobrze sprawdzają się przy materiałach wrażliwych termicznie, w tym PVC, materiałach farmaceutycznych i zastosowaniach żywnościowych.

LE-2CC 2x24 mm dostępna jest w trzech wariantach materiałowych z wymiennymi wkładkami cylindra, co pozwala lepiej dopasować urządzenie do pracy w warunkach podwyższonego zużycia lub zagrożenia korozyjnego. Urządzenie może pracować w wysokich temperaturach do 450°C lub w wykonaniu kwasoodpornym do 270°C.
Dostępne opcje obejmują m.in. dozowanie grawimetryczne i wolumetryczne, odgazowanie atmosferyczne i próżniowe, integrację sieciową Ethernet oraz zdalny dostęp. Mimo niewielkich gabarytów urządzenie oferuje wysoką moc i moment obrotowy, a wyniki inżynierii procesowej mogą być przenoszone do skali przemysłowej.
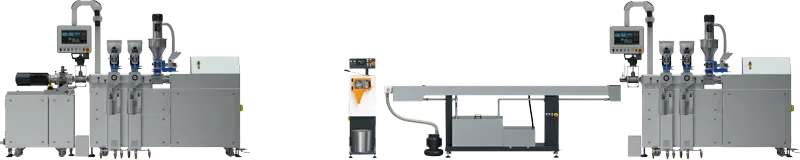
Linie do produkcji filamentów obejmują wytłaczanie, kalibrację, chłodzenie, kontrolę średnicy i nawijanie. W tym procesie kluczowe znaczenie mają stabilność przepływu, powtarzalność temperatury i kontrola wymiarów, ponieważ nawet niewielkie odchylenia mogą wpływać na późniejszą jakość druku.
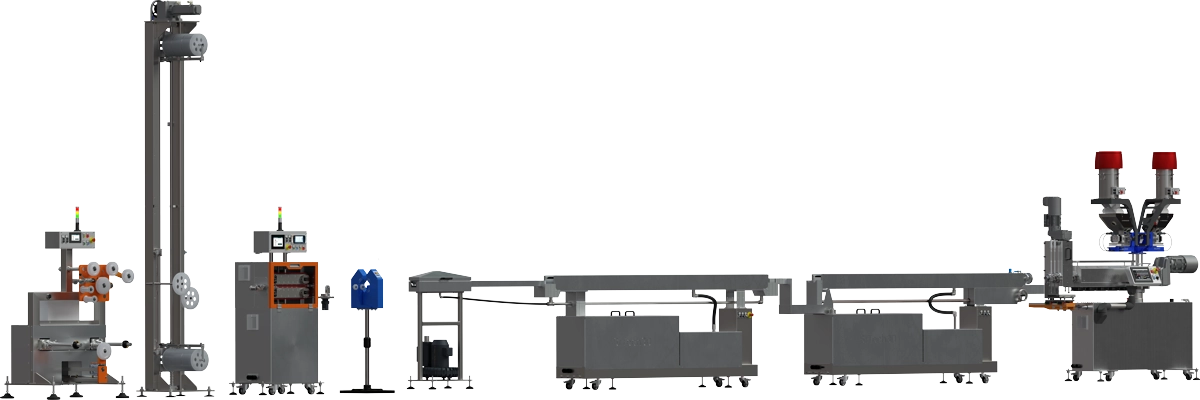
Projektujemy linie przeznaczone do pracy na różnych polimerach i kompozytach, z uwzględnieniem wymagań dotyczących stabilności średnicy, gładkości powierzchni oraz jednorodności materiału na całej długości filamentu.
Na jakość filamentu wpływają nie tylko parametry linii, lecz także właściwości materiału, wilgotność surowca, stabilność termiczna i rodzaj dodatków. Dlatego linie projektujemy z myślą o precyzyjnej kontroli procesu oraz sprawnym dopasowaniu do różnych materiałów.
Najważniejsze cechy linii do produkcji filamentów
- jednorodność i homogeniczność filamentu w całym przekroju i na całej długości,
- stabilna średnica i gładkość powierzchni, np. 1,75 mm lub 2,85 mm, w wąskich tolerancjach,
- możliwość pracy na różnych polimerach i kompozytach oraz sprawne przezbrojenie linii.
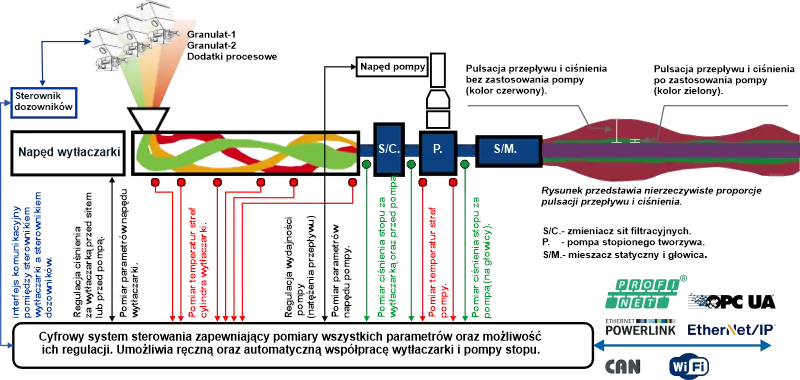
Pompa stopionego tworzywa stabilizuje przepływ i ciśnienie stopu, poprawia powtarzalność średnicy filamentu oraz odciąża wytłaczarkę od funkcji budowania ciśnienia. Jest to istotny element wszędzie tam, gdzie wymagana jest wysoka stabilność procesu.
Zobacz: pompy stopionego tworzywa do linii do wytłaczania
Linie mogą być integrowane z systemami zarządzania oraz wyposażane w serwery OPC UA i WWW, co ułatwia monitoring, rejestrację danych i zdalny nadzór nad procesem.
Linie do compoundingu i granulacji służą do modyfikowania właściwości materiału oraz do przygotowania powtarzalnego granulatu do dalszego przetwórstwa. W tych układach istotne są kontrola temperatury, ciśnienia, czasu przebywania materiału oraz stabilne dozowanie składników.
Compoundowanie
Compoundowanie polega na mieszaniu polimeru z dodatkami, takimi jak wypełniacze, barwniki, stabilizatory czy plastyfikatory, w celu uzyskania jednorodnego stopu o pożądanych właściwościach. Wytłaczarki mieszające mogą być wyposażane w systemy grawimetrycznego dozowania składników, które poprawiają powtarzalność procesu.
Główne cele compoundowania
- modyfikacja właściwości mechanicznych i termicznych,
- stabilizacja materiału i poprawa jego trwałości,
- kontrola lepkości i przetwarzalności pod konkretny proces technologiczny.
Granulacja
Granulacja przekształca stop w granulki o kontrolowanej wielkości i składzie, co ułatwia późniejsze dozowanie materiału i wspiera stabilność kolejnych etapów przetwórstwa.
Druk 3D z peletu pozwala obniżyć koszt materiału względem filamentu i osiągać wysokie wydajności w zastosowaniach wielkogabarytowych. Rozwiązanie sprawdza się w szybkim prototypowaniu, wytwarzaniu dużych elementów i projektach przemysłowych wymagających większej skali produkcji.
Zobacz: drukarki 3D zasilane granulatem (pelet)
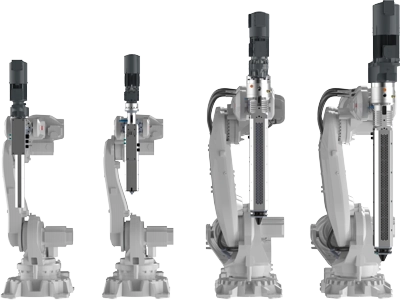
Drukarki 3D zasilane granulatem (platformy ABB / KUKA)
Połączenie głowic do druku 3D z robotami przemysłowymi zwiększa elastyczność procesu i umożliwia pracę na dużych formatach. Wraz ze wzrostem gabarytów rosną jednak wymagania dotyczące stabilności cieplnej, kontroli przepływu oraz doboru materiału.
Walcarki laboratoryjne są wykorzystywane do kontrolowanego mieszania i uplastyczniania materiałów w małej skali. Umożliwiają prowadzenie prac rozwojowych nad recepturą, przygotowanie mieszanek do dalszych badań i ocenę zachowania materiału w warunkach procesowych.

Zobacz: walcarki laboratoryjne do polimerów i gumy
Laboratoryjne walcarki do badań polimerów, gumy i silikonu
Urządzenia umożliwiają regulację prędkości walców, szczeliny oraz temperatury, dzięki czemu proces może być lepiej kontrolowany i powtarzalny.
Systemy ogrzewania walców walcarek LM
- wodny do 130°C,
- olejowy do 250°C,
- elektryczny do 320°C.
Systemy bezpieczeństwa wymagane dla walcarek
Walcarki projektowane są z uwzględnieniem rozwiązań bezpieczeństwa, takich jak szybkie awaryjne rozsunięcie walców i zatrzymanie układu. Dodatkowo stosowany jest system kontroli siły zwarcia, który chroni maszynę przed przeciążeniem.
Stanowiska i wtryskarki laboratoryjne służą do wytwarzania próbek do badań materiałowych oraz do szybkiej weryfikacji zachowania tworzywa w procesie. Umożliwiają precyzyjne sterowanie temperaturą, ciśnieniem, prędkością wtrysku i czasem chłodzenia.

Zobacz: wtryskarki laboratoryjne i stanowiska do wtrysku próbek
Sterownik PLC i oprogramowanie umożliwiają automatyzację procesu oraz zapis wyników i receptur. W zależności od konfiguracji wtryskarka może pracować autonomicznie albo współpracować z wytłaczarką, w której następuje uplastycznienie materiału.
Bezkontaktowe systemy pomiarowe wspierają kontrolę jakości w czasie rzeczywistym. Integracja danych pomiarowych z automatyką linii pozwala szybciej reagować na odchylenia procesu, ograniczać straty i poprawiać powtarzalność produkcji.

Zobacz: mikromierze laserowe do pomiarów wymiarów
Mikromierze laserowe
- wysoka częstotliwość pomiaru,
- brak kontaktu z mierzonym obiektem,
- brak uszkodzeń powierzchni,
- łatwiejsza integracja pomiarów w ramach linii i całego zakładu.
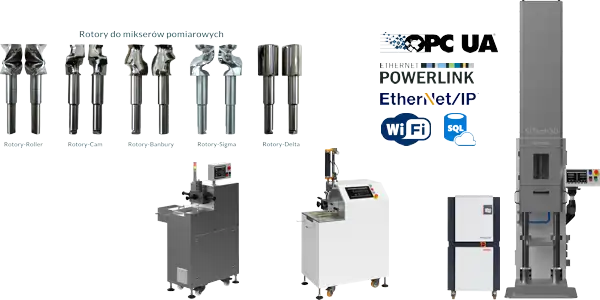
Mieszalniki pomiarowe i urządzenia PVT dostarczają danych istotnych zarówno dla analiz naukowych, jak i dla inżynierii procesu. Pozwalają lepiej rozumieć zachowanie materiału w warunkach przetwórczych oraz wspierają optymalizację wtrysku i wytłaczania.
Zobacz: miksery pomiarowe i urządzenia PVT
Miksery pomiarowe i urządzenia PVT
Badania PVT opisują zależność ciśnienie–objętość–temperatura i pomagają lepiej przewidywać zachowanie materiału podczas przetwórstwa. Urządzenia PVT mogą być wyposażane w serwer OPC UA oraz WWW, co umożliwia długotrwały, zdalnie nadzorowany proces badań.
Wytłaczanie i wulkanizacja w podczerwieni gumy
Procesy przetwórstwa elastomerów obejmują mieszanie, wytłaczanie, formowanie i wulkanizację. Zastosowanie promieniowania IR może wspierać kinetykę wulkanizacji oraz uzyskanie bardziej jednorodnej struktury materiału.

Zobacz: urządzenia do wytłaczania i wulkanizacji gumy
Mechanizm sieciowania w procesie wulkanizacji
- wyższa jednorodność strukturalna,
- lepsza odporność na starzenie cieplne,
- mniejsze deformacje trwałe,
- korzystniejszy stosunek wytrzymałości do twardości.
O firmie
SiTech3D Sp. z o.o. projektuje i wytwarza urządzenia oraz linie technologiczne dla przetwórstwa polimerów, laboratoriów materiałowych i projektów badawczo-rozwojowych. Łączymy projektowanie urządzeń, dobór konfiguracji procesowej i wsparcie wdrożeniowe.
Więcej informacji o działalności firmy znajduje się w sekcji O firmie, a szczegóły dotyczące modelu współpracy na stronie Opinie.
Jeśli chcesz dobrać konfigurację do konkretnego materiału, procesu lub zastosowania, przejdź do kontaktu.
Aktualności firmy i publikacje technologiczne publikujemy również na LinkedIn SiTech3D.




 YouTube
YouTube Linkedin
Linkedin Facebook
Facebook